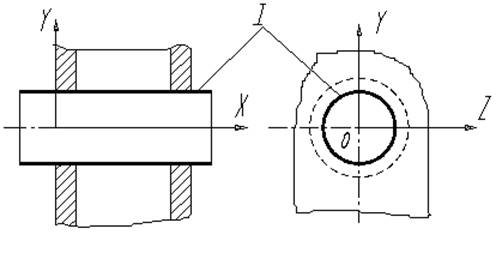
1 Установча база – лишає заготовку 3(три) ступені свободи переміщення уподовж однієї координатної осі і обертання навколо двох інших осей
|
I - установча база заготовки, лішаю- |
|
лишає її переміщення уздовж осі Z і поворотів во- |
|
обертання навколо осей Х і Y. |
|
II - направляюча база заготовки. лі- |
|
лишає її переміщення уздовж осі Y і повороту |
|
обертання навколо осі Z, |
|
III - опорна база заготівки, |
|
лишає її переміщення уздовж осі X. |
|
I - заготовка, 2 – опори пристосув. пристосування |
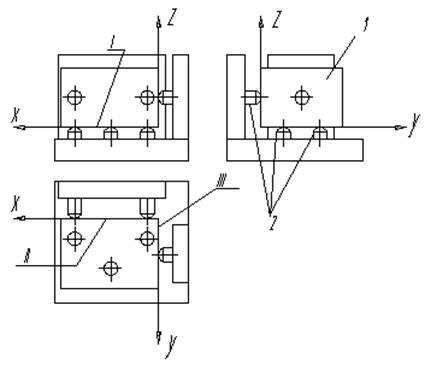 |
Направляюча база –лишає заготовку 2 (двох)ступенів свободи –переміщення уподовж однієї координатної осі і обертання навколо другої осі
Опорна база – позбавляє заготовку 1(одну) ступінь свободи - переміщення уподовж однієї координатної осі і обертання навколо осі
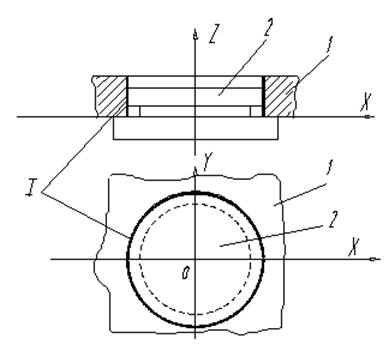
2 Подвійна направляюча база – позбавляє 4(чотирьох) ступенів свободи – переміщення уподовж двох координатних осей Y і Z і обертання навколо цих же осей
|
|
І – подвійна направляюча база
|
|
3 Подвійна опорна база лишає заготовку 2(двох) ступенів свободи – переміщення уподовж двох координатних осей Х і Y
I подвійна база
1 заготовка
2 елемент пристосування
По характеру виявлення
Потайна (прихована) база – база заготовки або виробу у вигляді уявної площини, осі або крапки
Явна база – база заготовки або виробу у вигляді реальної поверхні, розмічальної риски або точки перетину рисок
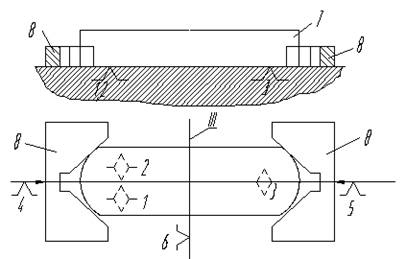 |
I установча явна база заготовки
II направляюча потайна база заготовки
1 - 6 опорні точки
7 - заготовка
8 – губки самоцентруючих лещат
Поняття про похибки базування
Похибка базування – це відхилення фактично досягнутого положення заготовки або виробу при базуванні від того, що вимагається. Ця погрішність має місце при різниці граничних відстаней вимірювальної і установчої бази заготовки; вона не є абстрактною величиною, а відноситься до конкретного розміру при даній схемі.
Розрізняють допустиму [εб] і дійсну Еб дійсн. (розрахункову) похибку базування.
Визначають допустиму по формулі приблизно
[εб]=Т-Δ
де: Т – поле допуску, яке позначене на кресленні, відповідного розміру;
Δ – точність обробки, яку отримують при виконанні даної операції без обліку похибки базування (її можна приймати по таблицям з довідників при середній точності обробки).
Розрахунок дійсної похибки зводиться до рішення відповідних геометричних задач.
Спочатку потрібно знайти вихідну базу.
Вихідна база – це елемент заготовки, який зв’язаний з обробляючою поверхнею розміром або вимогами (паралельність, співвісність), які потрібно забезпечити при виконанні даної операції.
Який елемент заготовки буде являтися вихідною базою, вирішується на основі операційного креслення.
Якщо при наміченій схемі базування геометрично забезпечується незмінне положення вихідної бази у всіх заготовок, то дійсна похибка базування відсутня, тобто [εб]=0. У відповідності до цього дійсну похибку базування можливо розглядати як похибку породжувану коливаннями в положенні початкової бази.
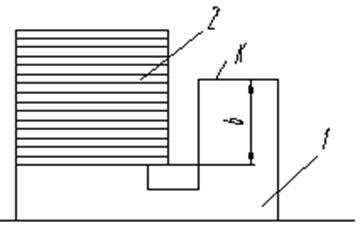
Наприклад (перший приклад), візьмемо деталь у якої потрібно профрезерувати поверхню розміром М, яка розташована паралельно поверхні N на відстані а, то буде ясно, що поверхня N – буде вихідною базою
|
|
1- заготовка, 2 - фреза або, якщо необхідно витримати розмірb, який визначає відстань від фрези до поверхні К, то вихідною базою буде поверхня К.
|
|
1 – заготовка, 2 - фреза
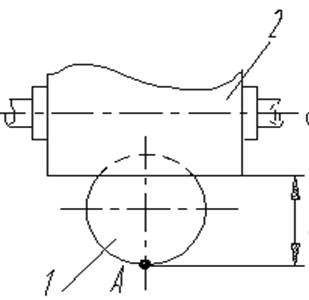
Другий приклад – фрезерування лиски на валу(1-заготовка;2-фреза)
|
|
А – вихідна (явна) база для витримування розміру m
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.