Для виготовлення заготовки в центрах застосовують установчі елементи, тобто – жорсткі і обертальні центри(рисунок 4). Жорсткі центри встановлюють в шпиндель станка і піноль задньої бабки.
![]()
![]()
![]()
![]()
![]()
г) д) е) ж)
Рисунок 4 Конструктивні різновидів центрів а) для обробки циліндричних деталей;
б, д) зрізаний центр для установки труб і деталей з конічними поверхнями (фасками);
в, ж) для передачі крутного моменту за рахунок заглиблення нарізної поверхні в конічну поверхню деталі, але така установка псує поверхню центрового гнізда деталі.
г) жорсткий центр;
е) спеціальний центр з трьома вузькими стрічками 1
Для обробки важких деталей в сучасних швидкохідних токарних станках в задню бабку ставиться обертовий центр(рисунок 5а), який порівняно з жорстким центром, володіє менш жорсткими властивостями, не псує базових поверхонь деталі тому що він обертається разом з деталлю.
Обертаючі центри бувають універсальні і спеціальні.
Універсальні – самостійні пристрої, які застосовують у різних станках.
![]() Спеціальні – виготовляють разом з пінолью задньої бабки
верстата, і застосовують для важких робіт при обробці деталей великих розмірів.
Спеціальні – виготовляють разом з пінолью задньої бабки
верстата, і застосовують для важких робіт при обробці деталей великих розмірів.
а) 1-радіальний підшипник,2-упорний підшипник
1 2 3 6
![]() б) 1-шпіндель,2- корпус,
б) 1-шпіндель,2- корпус,
3-плаваючий центр,,4-гвинт,
5-пружина,6-заготовка
Рисунок 5 – Центри – обертаючий (а) і плаваючій (б)
Якщо потрібна більша точність по довжині заготовки в шпиндель станка вставляють плаваючий центр (рисунок 5б)
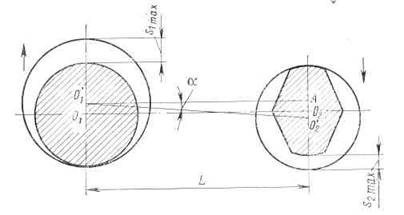
![]() Похибки базування, які
виникають при базуванні в центрах
Похибки базування, які
виникають при базуванні в центрах
де S – подача, С– відхилення співвісності, L – відстань між центрами,α – кут
Рисунок 6 - Схема виникнення похибки при установці в центрах
Кутову похибку розраховують
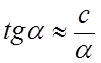 , тоді похибка розміру L εб=
, тоді похибка розміру L εб=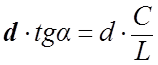
Базування з допомогою самоцентруючих пристрої
![]() опорні поверхні рухомі і зв’язані між собою,
переміщуються - наближуються і віддаляються разом трьохкулачковий
патрон а)
опорні поверхні рухомі і зв’язані між собою,
переміщуються - наближуються і віддаляються разом трьохкулачковий
патрон а)
![]() призматичні
кулачки б)
призматичні
кулачки б)
![]() пружна цільна тонкостінна втулка, що
деформується при дії сил запуску в)
пружна цільна тонкостінна втулка, що
деформується при дії сил запуску в)
Рисунок 6 – Схема самоцентруючих пристроїв
Застосовують цанги, оправки.
Якщо деталь має складну конфігурацію та базування застосовують групу базових поверхонь.
![]()
![]()
![]()
Рисунок 7 - Схема установки заготівки кривошипа на циліндрові поверхні і площину
В цьому випадку при базуванні групи баз необхідно включати в розрахунках не тільки похибку розміру і форми кожної бази, але й відхилення від перпендикулярності, паралельності, відхилення розмірів між базами.
При цьому ні один опорний елемент не повинен лишати заготовку її тих степенів свободи, яких вона вже лишилася за допомогою інших опорних елементів.
Базування заготівки додатковою базою у вигляді зовнішньої циліндрової поверхні. Цей спосіб визначає розташування осі зовнішньої поверхні по відношенню до інших баз будь-якої форми, що вже одержали базування.
Вісь зовнішньої циліндрової поверхні паралельна базі, що вже одержала базування(рисунок 8)
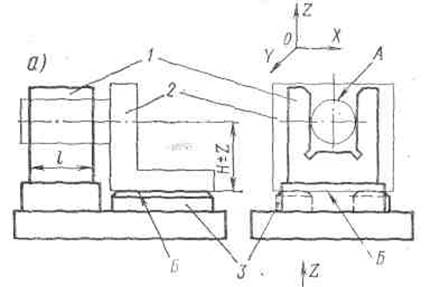
Рисунок 8 - Спосіб базування заготівки додатковою базою – за допомогою паза - базування на дві бази Б площини і А зовнішня циліндрична поверхня.
Установка на два циліндричні отвори з паралельними осями і перпендикулярну їм площину.
Ця схема базування застосовується для обробки деталей малих і середніх розмірах типу корпуса, плити, рами і картерів.
Їх перевага: проста конструкція пристосування, можливість витримувати постійність баз на різних операціях технологічного процесу, проста фіксація заготовки на поточних і автоматичних лініях. Найбільш поширена установка деталі отворами на два пальця – циліндричний і зрізаний
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.