Кожна опора пристосування зв'язує одну ступінь свободи деталі, тобто для позбавлення деталі всіх 6-ти ступенів свободи, необхідно, щоб в пристосуванні було 6 нерухомих опорних точок - це «Правило 6-ти точок».
РОЗГЛЯНЕМО ТРИ СПОСОБА БАЗУВАННЯ
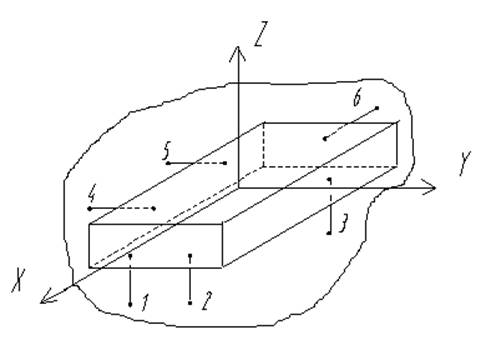
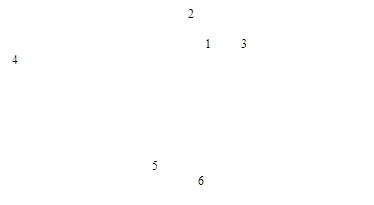
Перший спосіб базування
|
|
Точки 1,2,3, які розташовані на площині XOY позбавляє деталь 3-х ступенів свободи – переміщення осі OZ і обертання навколо осей ОХ і OY.
Ця площина називається основною установчою базуючою поверхнею. Вона має найбільшу площу.
Поверхня з точками 4,5, яка розташована на площині ZOХ позбавляє деталь 2-х ступенів свободи – переміщення вздовж осі ОХ і обертання навколо осі ОZ. Ця поверхня називається основною направляючою установчою базуючою поверхнею. Вона, як правило, має найбільшу довжину .
Точка 6, яка розташована на площині YОZ, позбавляє деталь одну ступінь свободи і дає змогу переміщуватись вздовж осі ОY. Ця площинаназивається основною опорною установчою базуючою поверхнею. Вона має найменший розмір.
Накладання двохсторонніх геометричних зв'язків досягається дотиком площини тіла з площинами(поверхнями) других тіл, до якого воно з'єднується, і прикладанням сил або моментів для забезпечення контакту між ними.
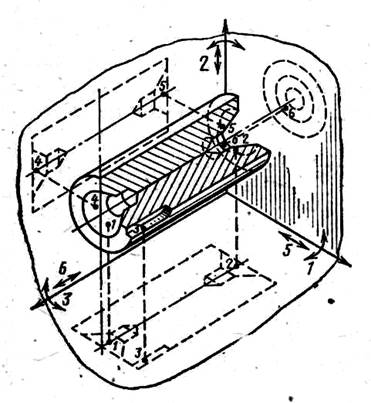
Другий спосіб базування
Розглянемо другу схему базування оброблюваної деталі, яка має форму циліндра, діаметр якої значно менший її довжини.

 |
|||||
 |
|||||
 |
|||||
Поверхні ZOYі ХОY з точками 1,2,3,4 називаються основною подвійною направляючою поверхнею. Поверхня з однією точкою 5 називається основною опорною установчою базуючою поверхнею.
Третій спосіб базування
Розглянемо третю схему базування деталей коли діаметр оброблюваної деталі в два і більше разів більше його довжини.

 |
Точки 1,2,3 які розташовані на площині ZOX будуть утворювати основну базуючу установчу поверхню. Точки 4,5, які розміщені на площині ZОY і ХОZ – це подвійна установча базуюча поверхня.
При базуванні довгих конічних деталей конічна поверхня є водночас подвійною направляючою базуючою поверхнею і опорною базуючою поверхнею.
Вона відіймає 5 ступенів свободи.
При базуванні на коротких конічних поверхнях ліва конічна поверхня, якщо рахувати від шпинделя передньої бабки, є одночасно центруючою та опорною поверхнею і відіймає у деталі 3 ступені
свободи.
Права конічна поверхня є центруючою поверхнею і віднімає у деталі ще 2 ступені свободи, а для позбавлення деталі обертання навкруги своєї осі необхідно відняти 6-у (шосту) ступінь свободи. Це можна здійснити за допомогою шпонкового пазу, хомута або стопорного гвинта. Деталь при базуванні в пристосуванні може мати найбільше – це 6 установчих базуючи точок, а найменше – це 3.
Деталі можна базувати по частковій схемі базування.
База – це поверхня або виконуючі ту саму функцію сполучення точок поверхонь, вісь ,крапка, які належать заготовці або виробу і використовуються для базування.
Правило однієї бази
Необхідно щоб в процесі виробництва співпадали технологічні, конструкторські і вимірювальні бази. Кількість і розташування опорних установчих базових поверхонь належить вибрати так, щоб забезпечити визначене незмінне положення оброблювальної деталі в пристосуванні відносно інструмента.
2 Розглянемо найбільш поширені схеми базування.
Базування довгих циліндричних деталей здійснюється в токарних самоцентруючих патронах або на оправках при обробці зовнішніх поверхонь.
Розглянемо схему базування при обробці втулки:
 |
При базуванні на оправку або палець довжина якого більше діаметра оправки L>Д , циліндрична поверхня буде являтися подвійною направляючою базуючою поверхнею і віднімати у деталі 4 ступеня свободи, а торцева поверхня буде являтися основною опорною поверхнею.
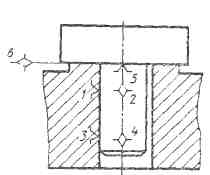
На зовнішній циліндричній поверхні розташовані чотири опорні точки (1,2,3,4), на торці – опорна точка 5 і на третій поверхні опорна точка 6
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.