D - діаметр заготовки
Для чистових базових поверхонь деталі застосовують широкі опорні призми (рисунок 1а)
Для чорнових базуючи поверхонь застосовують вузькі призми (рисунок 1в) або в бокові поверхні призми запресовують опори циліндричні рисунок 1б), якщо поверхня заготовки має нерівну, бочкоподібну поверхню або інші похибки форми, тоді заготовка займає в таких призмах цілком стійке положення.
![]()
а) б)![]()
![]()
![]()
Рисунок 1 – Опорні призми
Для великих заготовок або ступінчатих валів застосовують збірні призми (рисунок 1г).
Матеріал призм сталь 20Х, цементація h 0,8…1,2мм, HRCэ 57…63
У пристосуваннях знаходять застосування, головним чином, призми з кутом α = 90°. При обробці звисаючих (консольних) частин заготівки використовують опори, що підводяться і самовстановлюються, у вигляді плоских або призматичних елементів.
Призми великих розмірів роблять з сірого чавуну з прикрученими сталевими розжареними щоками. Недолік цієї конструкції — знижена жорсткість через наявність додаткових стиків. Призми кріплять до корпусу пристосування гвинтами і фіксують контрольними штифтами. Нижню і бічні (робочі) поверхні призм шліфують до Ra 0,4 класу чистоти.
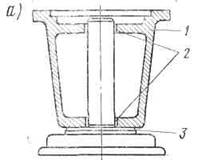
Рисунок 3 – Схема установки заготовки на втулку
На рисунку 3 показано приклад установки корпусної деталі 1 на втулку 2 з базуванням по циліндричному поясочку і торцю фланця. Три (3) опорні точки по торцю і дві (2 по циліндру.
Втулки виготовляють із сталі 20Х, передбачаючи цементацію на глибину 0,8—1,2 мм з твердістю робочих поверхонь HRCэ 57…63.
Установочні пальці застосовують при базуванні заготовки по площині або торцях і отворам; для установки на них одним або двома отворами оброблюваної деталі.
|
|
Рисунок 5 – Установка на довгий палець
Основна базова поверхня – отвір А – 4 опорні точки
Допоміжна база – торець Б - одна опорна точка.
Деталь має одну степінь свободи – обертання навколо пальця.
![]()
Рисунок 6– Установка на низький ( короткий ) палець
Якщо основною базою є торець, то застосовують низькі пальці.
Б – три опорні точки;
А – дві опорні точки
Деталь має одну степінь свободи – обертання навколо пальця.
Можна застосовувати комбіновані установочні елементи
1 – заготовка; 2 – пластина; 3 – установочний палець
Заняття №9 (2 години)
Продовження теми 3
ТЕМА: Графічні позначення опор і установчих елементів пристосувань /ГОСТ- З.1107
ПЛАН: 6 Установка заготовки по центровим гніздам, різьбі, одночасно декількома поверхнями, по складному контуру
7 Приклади розрахунку похибки установки заготовок на типові установочні елементи.
Мета заняття: Придбання теоретичних навиків по установці заготовок на типові установочні елементи
Література: (1,с. 23-31; 2,с. 28-66)
Установка заготовки по центровим гніздам, різьбі, одночасно декількома поверхнями, по складному контуру
При обробці валів, труб і других циліндричних деталей часто застосовують установку на конічну поверхню, тобто установку на центрові отвори, гнізда або фаски. При установці вала на два центрових отвори вісь деталі і вісь центрів верстата співпадають, що дозволяє звести похибку рівній нулю, від несумісності технологічної бази і всіх заданих розмірів від осі вала.
Така схема установки отримала широке застосування, тому що проста конструкція центрів, відсутня похибка від несумісності технологічної бази і діаметральних розмірів, постійність баз при обробці на різних операціях (токарна, шліфувальна).
Недолік – потрібно виготовляти додаткову поверхню у деталі – центрові отвори (гнізда).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.