Сила, яка потрібна для затиску деталі гвинтовим затискачем, залежить від довжини рукоятки і величини прикладеної до неї сили, форми затискного торця гвинта і виду різьблення.
![]()
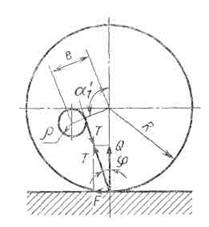
1- сферичний торець,
2 – рукоятка,
d – діаметр зовнішній гвинта,
l – довжина рукоятки,
rср –середній радіус різьблення,
W – сила затиску
![]()
1 - плоский торець гвинта
![]() 1 - з башмаком
1 - з башмаком
R- радіус башмака
β
Рисунок 4 – Гвинтові затискачі і їх розрахунок
Сила, яка прикладена на кінець рукоятки 2 різьбового затискача зі сферичним торцем 1(рисунок 4а) визначається:
![]()
![]() Сила затиску
Сила затиску
![]()
де – k – коефіцієнт, який залежить від форми і розмірів поверхні.
Діаметр номінальний (зовнішній) гвинта визначається по формулі
d = С![]()
де с =1,4 – основної метричної різьби
σ= напруга
розтягнення (стиснення); для гвинтів із сталі 45 можна брати 8-10кг/мм![]()
Величину розрахункового діаметру округлюють до найближчого більшого значення.
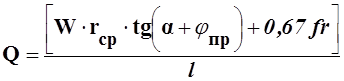
Момент від сили Q, прикладений на рукоятці різьбового затискача зі сферичним торцем 1(рисунок 4а) визначається:
![]()
для плоского кінця рисунок 4б :
 ;
;
сила затиску
 ;
;
де f- коефіцієнт тертя момент
![]()
![]()
для башмака рисунок 4в
 ;
;
сила затиску

Момент
![]()

![]() Якщо заготівка в процесі обробки нагрівається, то момент відкріплення затиску може зрости. Для затискних
гвинтів з сферичним торцем (рисунок 4а) наближена формула моменту
закріплення має вигляд:
Якщо заготівка в процесі обробки нагрівається, то момент відкріплення затиску може зрости. Для затискних
гвинтів з сферичним торцем (рисунок 4а) наближена формула моменту
закріплення має вигляд:
M=0.1·d·Q
У цій формулі момент тертя між гайкою і торцем гвинта дуже малий M<0.03 для гвинтів з плоским торцем
![]()
для башмака
M=0.1dQ(d+r)
|
|
|
|
Ексцентрикові затискачі – вони швидкодіючі, але розвивають меншу силу затиску, мають обмежене лінійне переміщення, застосовують круглі або криволінійні ексцентрики
Рисунок 5 – Схема розрахунків сили, прикладеної до рукоятки ексцентрика і на самогальмування де -
Круглий ексцентрик (рисунок 5) представляє собою диск, який обертається навколо вісі, яка зсунута відносно геометричної вісі ексцентрика на величину е, яка називається ексцентриситетом.
Для надійного закріплення обробляючі деталі ексцентрикові затискувачі потрібні бути самогальмуючими.
Виготовляють із сталі 20Х, цементують на глибину 0,8-1,2 і гартують до твердості HRCэ 57…63.
Із теоретичної механіки відомо, що кут тертя ![]() куту підйому, де
відбувається тертя, тоді буде виконуватися умова самогальмування.
куту підйому, де
відбувається тертя, тоді буде виконуватися умова самогальмування.
Значить, якщо ![]() буде меншою за
буде меншою за ![]() то ексцентрик буде самогальмуючий.
то ексцентрик буде самогальмуючий.
Також самогальмування забезпечується розрахунковим відношенням його зовнішнього діаметром і ексцентриситету і повинна виконуватись умова D/e ≥ 14 – це характеристика ексцентрика.
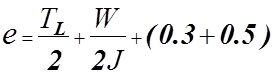
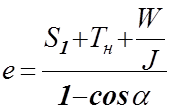
Ексцентриситет визначають по формулі
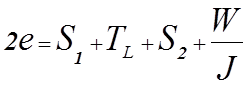
де ![]() – допуск на
розмір заготовки від її установчої бази до місця прикладення сили затиску;
– допуск на
розмір заготовки від її установчої бази до місця прикладення сили затиску;
![]() - зазор
для нормальної установки обробляючої деталі в пристосуванні під ексцентрик;
- зазор
для нормальної установки обробляючої деталі в пристосуванні під ексцентрик;
![]() - запас ходу
ексцентрика не дає перейти мертву точку ексцентрику;
- запас ходу
ексцентрика не дає перейти мертву точку ексцентрику;
J –
жорсткість затискуючого устрою пристосування ![]() 1200 кг/см.
1200 кг/см.
Відношення W/J характеризує збільшення відстані між ексцентриком і обробляючою деталлю внаслідок пружних віджимань ланок системи, що сприймає зусилля затиску.
Приймаємо ![]() =0,2...0,4,
=0,2...0,4,![]() =0,4...0,6,
=0,4...0,6,
тоді
 якщо
якщо ![]() <
<![]()
Радіус цапфи ексцентрика
знаходять ![]()
![]() - допустима напруга на
зімнення
- допустима напруга на
зімнення ![]() 1,5 – 2,0 кг/
1,5 – 2,0 кг/![]()
при b=2r – ширина ексцентрика 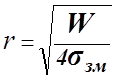
Радіус R зовнішньої поверхні ексцентрика знаходять із вимог
до самогальмування. Якщо розглянути сили, які діють на круглий ексцентрик
(рисунок 5а), знайдемо, що рівнодіюча сила Т від сили затиску (реакції) W і
сили тертя повинна бути рівна і направлена в зворотньому напрямку силі реакції
Т' з боку цапфи ексцентрика. Сила Т' знаходиться дотично до кругу тертя
радіуса ![]() . Тоді получимо
. Тоді получимо
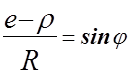 , де
, де![]() - радіус внутрішньої цапфи,
- радіус внутрішньої цапфи,
![]() = 6…8 - кут тертя спокою,
град.
= 6…8 - кут тертя спокою,
град.
Звідси

при ![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.