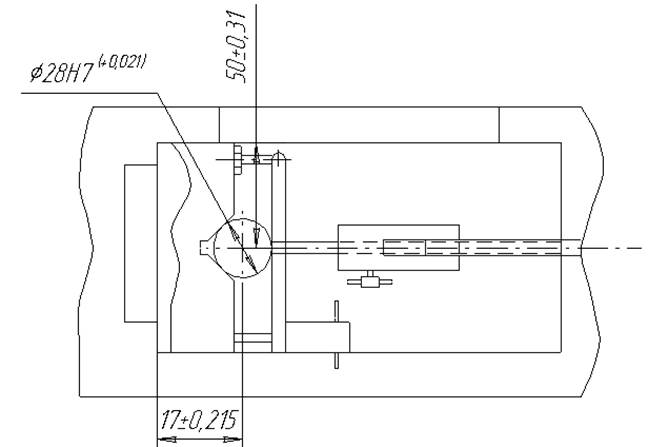
Рисунок 10.7
10.6 Описание устройства и работы приспособления
Данное приспособление ВКР.620602.10.03.00.000СБ служит для сборки и сварки кронштейна отсекателя. Состоит оно из основания (лист) (поз.5) ВКР.620602.10.03.00.000СБ на котором крепятся с помощью болтов и штифтов неподвижные упоры (поз.6) ВКР.620602.10.03.00.000СБ, (поз.7) ВКР.620602.10.03.00.000СБ, кронштейн зажима (поз.3) ВКР.620602.10.03.00.000СБ и держатель (поз.1) ВКР.620602.10.03.00.000СБ.
На операции сборки-сварки изделия на данном приспособлении применяется питающий выпрямитель ВД-309.
Принцип работы приспособления следующий:
1) Установить деталь (поз.6) ВКР.620602.10.01.01.006 на основание приспособления и дослать до упоров.
2) Зафиксировать положение детали (поз.6) ВКР.620602.10.01.01.006 прижимами.
3) Установить сборочную единицу «Полустойка» на призму и дослать до плоскости листа (поз.6) ВКР.620602.10.01.01.006.
4) Зафиксировать положение сборочной единицы на призме прижимом.
5) Приварить сборочную единицу к листу (поз.6) ВКР.620602.10.01.01.006 швом №1 Т1-∆3 согласно эскизу.
6) Зачистить сварной шов от шлака и брызг металла.
7) Установить деталь (поз.4) ВКР.620602.10.01.01.004 на плоскость листа и дослать до соприкосновения с трубой согласно эскизу.
8) Накинуть держатель на деталь (поз.4) ВКР.620602.10.01.01.006.
9) Зафиксировать деталь (поз.4) ВКР.620602.10.01.01.006 в держателе прижимом.
10) Приварить деталь (поз.4) ВКР.620602.10.01.01.006 к листу (поз.6) ВКР.620602.10.01.01.006 и «Полустойке» швом №2 Т3-∆3 согласно эскизу.
11) Раскрепить изделие, освободить от прижимов.
При работе с приспособлением должна соблюдаться техника безопасности, то есть сварщик должен иметь спецодежду и работать в рукавицах, на рабочем месте не должно быть посторонних предметов мешающих или отвлекающих сварщика от выполнения работы.
10.7 Обоснование ремонтосложности приспособления и разработка структуры ремонтного цикла
Так как приспособление представляет собой изделие не включающее в свой состав электрическую и радиоэлектрическую части, то расчет ремонтосложности будет включать в себя только расчет ремонтосложности механической части.
Ремонтосложность механической части приспособления определяется по формуле:
![]() , (15)
, (15)
где КС – средневзвешенный коэффициент сложности сопряжений механизмов;
N – общее количество сопряжений оригинальных, стандартных деталей и покупных комплектующих частей механической части;
Р – масса подающего механизма или сварочного трактора;
N0 – количество сопряжений оригинальных деталей;
Р0 – масса оригинальных деталей;
 , (16)
, (16)
где ![]() - число оригинальных,
стандартизованных деталей и покупных комплектующих изделий соответственно;
- число оригинальных,
стандартизованных деталей и покупных комплектующих изделий соответственно;
![]() -
средние коэффициенты сложности сопряжений оригинальных, стандартизованных
деталей и покупных комплектующих изделий соответственно.
-
средние коэффициенты сложности сопряжений оригинальных, стандартизованных
деталей и покупных комплектующих изделий соответственно.

Ремонтносложность приспособления для сборки-сварки кронштейна отсекателя составит ( в единицах ремонтной сложности):
![]()
С учетом того, что одна ЕРС равна
ремонтносложности условной машины, трудоемкость которой в условиях ремонтного
цеха составит 50 нормо-час, то ремонтносложность приспособления для сборки–сварки
кронштейна отсекателя в нормо-часах составит: ![]() нормо-час.
нормо-час.
Список использованных источников
1. Марочник сталей и сплавов/ Под ред. В.Т.Сорокина - М.: Машиностроение, 1989 -640 с.
2. Сварка и свариваемые материалы: В 3 т. Свариваемость материалов. Справоч. Изд./ Под ред. Э.Л. Макарова.-М.: Металлургия, 1991. Т1.-528 с.
3. Думов С.И. Технология электрической сварки плавлением - Л.: Машиностроение, 1978. - 368 с.
4. Павеле Л.А. Основы технологии сварки. – Лекции.
5. Справочник сварщика /Под ред. В. В. Степанова.-М.: Машиностроение, 1982. – 560 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.