Основные принципы практического применения высокопроизводительных нестационарных процессов резания
В данном разделе на основе использования принципов стабилизации режима нагружения лезвий инструмента путем изменения его геометрических параметров, конструкции инструмента и схемы формообразования разработана концепция повышения эффективности механической обработки и обрабатывающих систем за счет управления характером протекания физических процессов в системе резания, динамическим нагружением лезвий, временем контакта лезвия со срезаемым слоем и ослабления в результате этого отрицательной роли нестационарности процесса, что создало предпосылки для создания принципиально новых технических решений: инструментов, оснастки и станков. Кроме того, использование тангенциального точения позволяет реализовать в обрабатывающей системе принцип совмещения движения транспортировки заготовки с одной позиции в другую с движением подачи. Повышению эффективности механической обработки способствует и возможность изменения плавности входа (врезания) лезвия в срезаемый слой и выхода из него в начале и конце рабочего хода соответственно путем изменения вида и формы начала контакта изменением углов лезвия, что так же позволяет управлять режимом нагружения лезвия и, следовательно, динамическим состоянием обрабатывающей системы как в целом, так и ее отдельных элементов. Проведенные комплексные исследования работоспособности инструментов в условиях прерывистого и неравномерного резания при обработке заготовок из труднообрабатываемых материалов подтвердили это положение.
1.1Принцип стабилизации режима нагружения лезвия путем оптимизации его геометрических параметров
Исследование влияния углов g и l на работоспособность резцов при точении прерывистых поверхностей
Интенсивное разрушение лезвия инструмента в момент врезания при l<0 (рис. 3.29,а), несмотря на монотонное изменение силы взаимодействия инструмента с заготовкой от 0 до значений, соответствующих постоянной ширине среза, обусловлено в первую очередь тем, что максимальные ударные нагрузки воспринимаются именно вершиной лезвия (при γ£0). Кроме того, с увеличением абсолютных значений отрицательных l уменьшается масса режущего клина, а, следовательно, снижается его прочность.
При l=0 (рис. 3.29,в) вследствие того, что начало контакта лезвия с заготовкой характеризуется интенсивным изменением ударной нагрузки практически по всей длине рабочего участка режущей кромки, возникают вибрации, что приводит, как правило, к разрушению режущей кромки и в первую очередь ее слабого места - вершины. Применение положительных значений угла наклона режущей кромки (рис. 3.29,б) дает возможность защитить вершину лезвия от ударных нагрузок в момент врезания за счет того, что удар приходится на участок режущей кромки, расположенный не около вершины, а отстоящий от нее на некотором расстоянии (в зависимости от величины l, глубины резания и формы «боковых» поверхностей «выступа»). При этом необходимо иметь в виду, что с увеличением угла наклона главной режущей кромки возрастает радиальная составляющая силы резания. Это при больших положительных углах l так же может приводить к возникновению вибраций (в радиальном направлении) и дополнительному динамическому воздействию на режущую кромку. Вместе с тем, влияние этого воздействия на работоспособность инструмента при больших l сказывается в меньшей степени, так как имеет место повышенная прочность режущего клина, особенно в зоне действия максимальных ударных нагрузок.
Следовательно, использование резцов с большими положительными значениями углов наклона режущих кромок l является перспективным направлением в решении проблемы повышения их работоспособности при обработке прерывистых поверхностей. Однако, практическое отсутствие рекомендаций по выбору оптимальных значений углов l (в том числе и для традиционных видов обработки), особенно при резании труднообрабатываемых материалов, является одной из главных причин обработки деталей с прерывистыми поверхностями с заниженными режимами. Например, скорость резания, глубина и подача (в реальном производстве) примерно в два раза ниже, по сравнению с обработкой сплошных поверхностей на деталях из тех же обрабатываемых материалов.
Производственный опыт показал, что простое увеличение угла наклона режущей кромки (с исполнением остальных геометрических параметров лезвия в соответствии с рекомендациями для непрерывной обработки), как правило, не дает существенного результата. В некоторых случаях, особенно при обработке деталей из труднообрабатываемых материалов (большие силы резания) с недостаточной жесткостью (относительно большая вероятность возникновения вибраций), увеличение l (при g £ 0) может приводить к значительному снижению стойкости инструмента. Это связано с тем обстоятельством, что значительное влияние на стойкость инструмента оказывают, кроме того, ударные нагрузки при выходе инструмента из соприкосновения с обрабатываемым материалом (см. разд. 3.11.1), влияние которых усиливается при недостаточной жесткости обрабатывающей системы. Исследования, проведенные в производственных условиях при точении роторов центрифуг из стали 10Х17Н13МЗТ, показали, что резец интенсивно изнашивается по главной задней поверхности именно при выходе из соприкосновения с обрабатываемым материалом. Ротор центрифуги имеет пониженную жесткость и при выходе резца вследствие резкого изменения (падения до 0) деформирующей силы и упругого восстановления элементов обрабатывающей системы имеет место удар по задней поверхности (см. разд. 3.11.1). Одной из причин интенсивного износа лезвия по задней поверхности при обработке прерывистых поверхностей является уменьшение заднего угла при выходе резца из зоны резания, что объясняется упругими деформациями системы “станок - инструмент - заготовка” под действием переменных сил резания (рис. 3.28).
Влияния угла наклона главной режущей кромки l на стойкость резцов
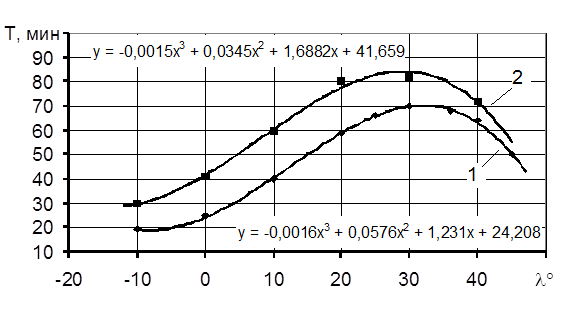
Проведенные исследования показали, что при прерывистом резании с положительными углами l кривые стойкости резцов имеют экстремальный характер (рис. 6.1), потому что изменение угла наклона главной режущей кромки может приводить как к улучшению условий деформации и разрушения срезаемого слоя и динамического состояния системы, так и к их ухудшению (см. разд.2.2, рис. 2.10).
|
Рисунок 6.1 - Зависимость стойкости резца от угла наклона главной режущей кромки l (g = 10°, a = 8°) при обработке стали (1) и чугуна (2) |
Повышение стойкости резцов при положительных значениях угла l можно объяснить и тем, что лезвие становится более массивным (увеличивается трехгранный угол). Это улучшает условия теплоотвода и увеличивает его прочность. Также при положительных значениях угла l повышается «плавность» взаимодействия инструмента со срезаемым слоем, что уменьшает уровень крутильных колебаний; резец становится менее чувствительным к ударной нагрузке, вследствие «защищенности» вершины при обеспечении расположения точки начала контакта на некотором расстоянии от нее. Этими обстоятельствами и объясняется повышение стойкости резцов с положительными значениями угла l при обработке прерывистых поверхностей. По этой же причине при положительных значениях угла l также значительно снижается вероятность внезапных отказов, так как уменьшаются случаи сколов пластинки твердого сплава, выкрашиваний режущей кромки и ее разрушения в начале обработки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.