|
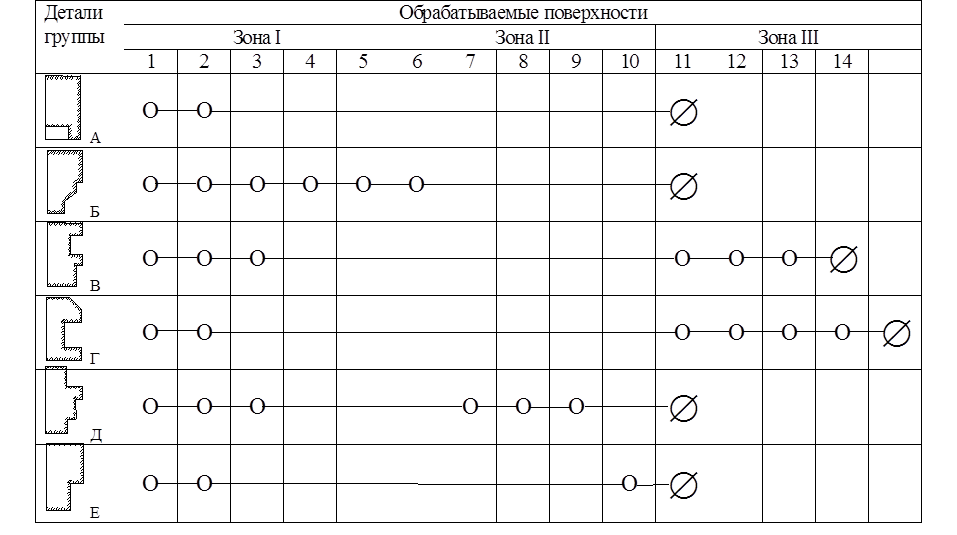
Рисунок 6.27 - Расстановка резцов в инструментальных блоках |
Связующим звеном между обрабатываемой заготовкой и станком является станочное приспособление. Применение принципов групповой технологии предполагает наличие гибкой оснастки. Применительно к станочным оправкам гибкая схема закрепления реализуется при использовании широкодиапазонных оправок, оправок с автоматической сменой зажимных элементов либо устройств автоматической смены оправок.
1.3.3Эффективность практического применения обрабатывающих систем непрерывного действия с тангенциальной схемой резания и основные проблемы внедрения технологии тангенциального точения
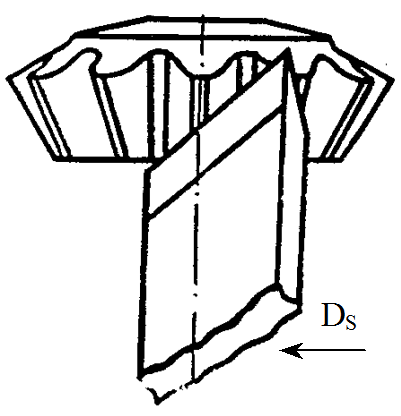
Одним из перспективных направлений повышения эффективности обрабатывающих систем с тангенциальной схемой резания за счет увеличения номенклатуры изготовляемых на них деталей является обработка заготовок шестерен с предварительно штампованными зубьями [[viii]]. При традиционно применяемых схемах резания токарная обработка таких заготовок, осуществляемая методами копирования (рис. 6.28), как правило, характеризуется интенсивным разрушением лезвий инструмента и преждевременным выходом из строя обрабатывающей системы в первую очередь из-за неблагоприятного ее динамического состояния за счет сопровождающих процесс точения прерывистых поверхностей ударных нагрузок.
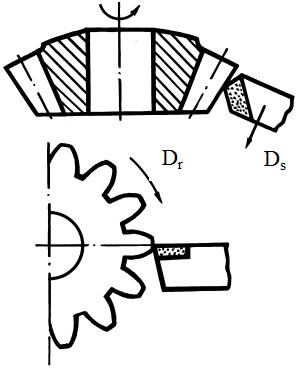
При тангенциальном резании представляется возможность использования для токарной обработки этих поверхностей широких резцов с большими углами наклона режущей кромки (рис. 6.29,а), что позволяет за счет изменения площади сечения среза и продолжительности времени контакта инструмента с заготовкой (рис. 6.29,б) управлять режимом нагружения лезвия и динамическим состоянием системы.
|
Рисунок 6.28 - Обработка заготовки с предварительно штампованными зубьями методом копирования (традиционная схема обработки) |
|
Рисунок 6.29 - Изменение площади контакта лезвия со срезаемым слоем в зависимости от угла наклона главной режущей кромки |
В результате можно значительно увеличить как скорость резания, так и подачу при требуемого качества обработки и стойкости инструмента, что подтверждается актами реализации такого процесса на гидрокопировальном полуавтомате мод. 1716 ц (АвтоКрАЗ) и на станке мод. КА-350 (см. приложение А).
Таким образом, специфичные особенности процесса тангенциального резания (кратковременность контакта инструмента с заготовкой, нестационарность процесса резания за счет непрерывной трансформации углов лезвия и др.) позволяет производить обработку различных материалов, в том числе и труднообрабатываемых, со скоростями резания и подачами, значительно превышающими традиционно применяемые. Например, точение стали ШХ15 без охлаждения на станке мод. КА-350 осуществляется с подачами 1,2-1,5 мм/об и скоростями резания до 350-500 м/мин (табл. 6.2). При этом обеспечиваются высокие точность обработки и производительность, и эффективность обрабатывающей системы, что подтверждается соответствующими экономическими расчетами (см. приложение Л).
Кроме того, для повышения производительности обрабатывающих систем непрерывного действия и расширения их технологических возможностей с целью использования в серийном производстве разработаны способы обработки и конструкции устройств, обеспечивающие повышение работоспособности инструментов и улучшение качества обработанных поверхностей при ТТ: «Способ тангенциального точения» (а.с. №1131600) [[ix]]; «Цанговый патрон» (а.с. №1177071) [[x]]; «Способ обработки внутренней фаски» (а.с. №1271662) [[xi]]; «Способ обработки деталей типа тел вращения» (а.с. №1301564) [[xii]].
|
Таблица 6.2 - Сравнение режимов обработки при точении с различными схемами резания
|
||||||||||||||||||||||||||||||||
Применение технологии тангенциального точения рационально в массовом и крупносерийном производстве для обработки коротких поверхностей тел вращения, что позволяет повысить производительность обработки, точность и качество обработанной поверхности [84]. Более того, исследования кафедры металлорежущих станков и инструментов Сумского государственного университета показали, что применение жидких СОТС снижает потребительские свойства процесса ТТ, и следовательно, нет необходимости в их применении при ТТ. Именно поэтому процесс ТТ является экологически чистым процессом обработки и, следовательно, перспективным для применения в первую очередь в машиностроении при обработке коленчатых валов, подшипников, зубчатых колес и других деталей машин.
Как уже отмечалось, автомобильная и подшипниковая промышленность являются отраслями, в которых благодаря массовому и крупносерийному производству внедрены высокоэффективные и автоматизированные процессы. Именно в сравнении с современными технологическими процессами этих отраслей целесообразно определять технико-экономические показатели и экономическую эффективность внедрения ТТ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 а)
а)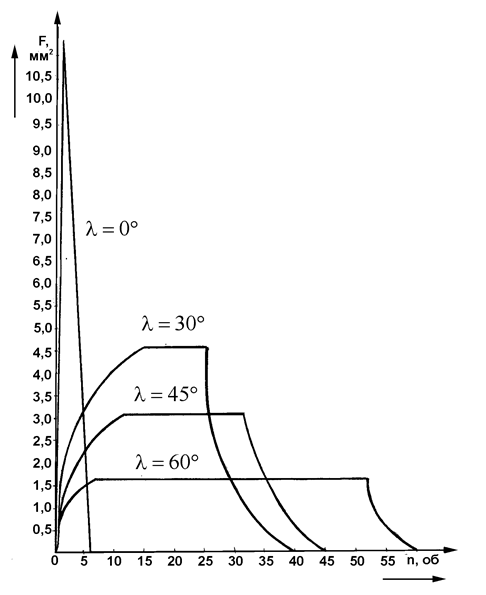 б)
б)