Экономическую эффективность внедрения процесса ТТ покажем на примере обработки внутреннего кольца подшипника 310. Для этого рассмотрим несколько вариантов построения технологического процесса обработки наружной поверхности, торца, наружной и внутренней фасок этой детали.
В массовом и крупносерийном производстве подшипниковые кольца (материал сталь ШХ15), как правило, обрабатываются на горизонтальных многошпиндельных токарных автоматах из труб или штучных заготовок, раскатанных методом поперечно-винтовой прокатки.
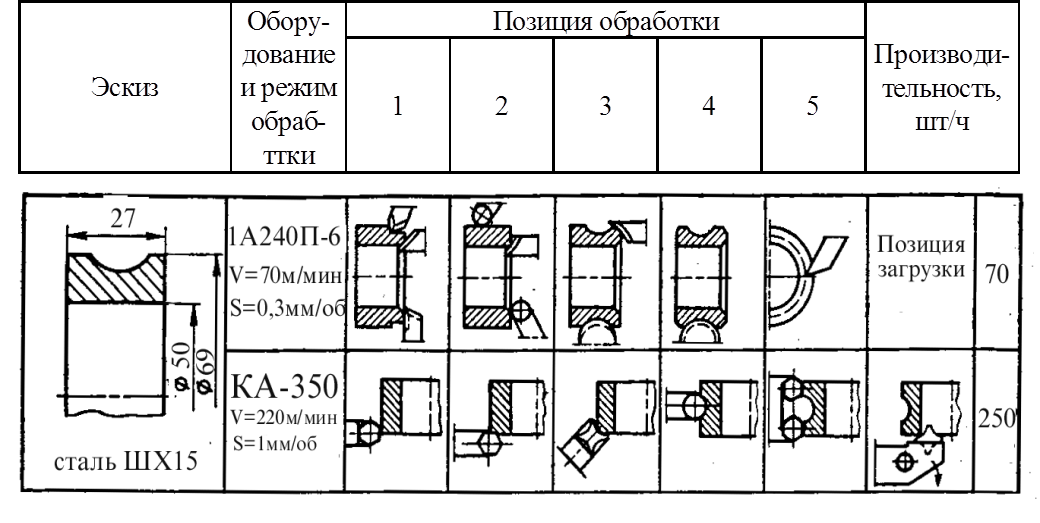
Типовой процесс токарной обработки подшипниковых колец на многошпиндельных автоматах состоит из двух операций: на первой обрабатывается торец, цилиндрическая поверхность и фаски, на второй - фасонная поверхность, другой торец и фаски (рис. 6.30). Режимы обработки твердосплавным инструментом: скорость резания 90 м/мин, подача – 0.3 мм/об. Обработка осуществляется на 6 - шпиндельных токарных автоматах мод. 1А240П-6 (штучная заготовка) и мод. 1А290-6 (труба).
|
Рисунок 6.30 - Сравнительная характеристика традиционной токарной и тангенциальной видов обработки внутреннего кольца подшипника 310 ГОСТ 8338-75 по данным [84] |
Предлагается технология, основанная на применении многошпиндельных токарных автоматов (полуавтоматов) попутного точения типа КА-350 (см. рис. рис. 2.25 и рис. 6.30). Обработка деталей осуществляется непрерывно при медленном вращении шпиндельного блока с вращающимися шпинделями относительно неподвижного инструмента. Предварительная обработка наружной поверхности внутреннего кольца осуществляется по прогрессивной схеме проходными резцами; окончательная по профильной схеме фасонными резцами. Для полной обработки поясков и торца, а также для предварительной обработки желоба и внутренней фаски использован только один типоразмер пластины (шестигранной) по ГОСТ 19067-83. Окончательная обработка осуществляется стандартными круглыми пластинами. Возможны технологические процессы, представленные в таблице 6.3. Годовая программа 2000000 шт.
В предложенных вариантах предполагается, что основная обработка осуществляется на станках типа КА-350, а на всех предыдущих операциях выполняется подготовка штучной заготовки. Этим объясняется наличие дополнительного оборудования в вариантах №3, №4, №5.
Годовой экономический эффект определяем по методике приведенной в [[xiii]]. Подробный расчет приведен в приложении Л.
Согласно таблице 6.4 (сравнение вариантов 1 и 2) изготовление колец подшипника из штучной заготовки (поковки) более чем в 2 раза выгоднее изготовления из проката (трубы) (годовой экономический эффект составляет 754547 грн.). Основная экономия связана с уменьшением стоимости заготовки и расхода материала.
При неизменных расходах на материалы (варианты 1-3, 2-4, 2-5) наибольшая экономическая эффективность также в случае применения поковки (см. рисунок 6.31) и может составить более 54000 грн. Основная экономия вызвана снижением стоимости основных фондов, и как следствие, расходов на эксплуатацию и содержание оборудования за счет применения более производительного станка тангенциального точения КА-350 который приспособлен для штучной заготовки. Более того, уменьшение занимаемой оборудованием площади также снижает цеховые расходы, и, следовательно, цеховую себестоимость.
Таким образом, применение технологии ТТ совместно с рациональной компоновкой оборудования позволяет существенно снизить себестоимость продукции. Вместе с тем, существующие методики определения экономической эффективности новых технических решений не стимулируют внедрение прогрессивных инженерных решений в металлообработке
|
Таблица 6.3 - Варианты технологического процесса обработки кольца подшипника
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.
Годовой экономический эффект определяем по формуле:
![]() (
6.27)
(
6.27)
Таблица 6.4 – Расчет годового экономического эффекта
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.