Результаты исследования приведены на рисунке 6.4. Экспериментально установлено, что при обработке стали 20Х13Л оптимальными значениями будут a=10-15°. При меньших значениях заднего угла увеличивается площадь контакта задней грани с обрабатываемой деталью, что увеличивает силы трения на главной задней поверхности, увеличивается работа сил резания и более интенсивно изнашивается резец по задней поверхности. Кинематическое уменьшение заднего угла при наличии подачи (aк < aс) и при выходе задней поверхности из контакта с поверхностью резания на заготовке в результате ее упругого восстановления (см. рис. 3.28 и зависимости (3.50) и (3.52)) также способствует более интенсивному износу и снижению стойкости. Кроме того, при малых значениях заднего угла возрастает вероятность механического разрушения лезвия инструмента в результате обратного удара при выходе его из контакта со срезаемым слоем в результате упругого восстановления элементов обрабатывающей системы (см. разд. 3.11.1). При увеличении a более 15° стойкость снижается, так как появляются сколы и выкрашивания режущей кромки, вызванные недостаточной прочностью режущего клина.
|
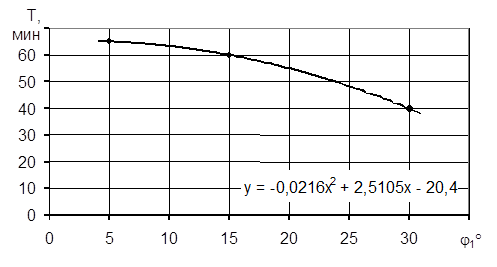
Рисунок 6.5 - Зависимость стойкости резцов от вспомогательного угла в плане j1 (сталь 20Х13Л) |
1.1.3Влияние величины вспомогательного угла в плане j1 на стойкость резцов
Проведенные исследования показали (рис. 6.5), что уменьшение вспомогательного угла в плане j1 до 5-10° стабилизирует работу резца и практически исключает случаи сколов и выкрашиваний около вершины лезвия. Как правило, при этих значениях j1 износ резца при обработке прерывистых поверхностей характеризуется постепенным образованием площадки износа без внезапных отказов.
|
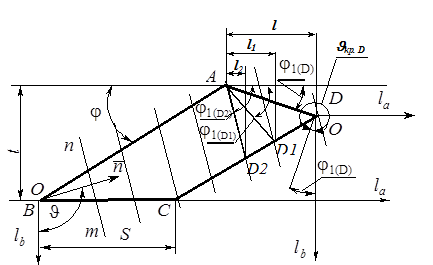
Рисунок 6.6 - Сечение среза и направление перемещения линии выхода лезвия из контакта со срезаемым слоем |
При положительных значениях углов γ и λ
выход лезвия из контакта со срезаемым слоем начнется в точке В (см.
разд. 3.11) и линия контакта mn будет
перемещаться по передней поверхности в направлении вектора ![]() (рис. 3.40, а и рис. 6.6). При этом площадь контакта уменьшается от максимальной в точке В (Fк
= FABCD) до нуля в зависимости от
значения вспомогательного угла в плане j1 в точке D (D1), если К'#mn, или по линии (AD2), если К'//mn, длина проекции которой на
основную плоскость равна l2. Чем меньше длина проекции
рабочего участка вспомогательной режущей кромки на основную плоскость, т.е.
меньше Jкр.D (больше j1), тем ближе точка полного
выхода лезвия из контакта со срезаемым слоем к вершине и, следовательно, больше
вероятность механического разрушения режущего клина в этой зоне в результате
обратного удара (см. разд. 3.11.1). Именно тем, что практически последней из
контакта с поверхностями на заготовке выходит вершина лезвия и ударные нагрузки
при выходе воспринимаются в основном главной режущей кромкой и, в первую
очередь, в области, примыкающей к вершине лезвия, и объясняется резкое снижение
стойкости инструмента (более чем в 1.5 раза) при больших значениях
вспомогательного угла в плане (j1
³ 20°).
(рис. 3.40, а и рис. 6.6). При этом площадь контакта уменьшается от максимальной в точке В (Fк
= FABCD) до нуля в зависимости от
значения вспомогательного угла в плане j1 в точке D (D1), если К'#mn, или по линии (AD2), если К'//mn, длина проекции которой на
основную плоскость равна l2. Чем меньше длина проекции
рабочего участка вспомогательной режущей кромки на основную плоскость, т.е.
меньше Jкр.D (больше j1), тем ближе точка полного
выхода лезвия из контакта со срезаемым слоем к вершине и, следовательно, больше
вероятность механического разрушения режущего клина в этой зоне в результате
обратного удара (см. разд. 3.11.1). Именно тем, что практически последней из
контакта с поверхностями на заготовке выходит вершина лезвия и ударные нагрузки
при выходе воспринимаются в основном главной режущей кромкой и, в первую
очередь, в области, примыкающей к вершине лезвия, и объясняется резкое снижение
стойкости инструмента (более чем в 1.5 раза) при больших значениях
вспомогательного угла в плане (j1
³ 20°).
Применение малых значений вспомогательного угла в плане (j1£5°) и больших значений
вспомогательного заднего угла (a1³15°),
угла наклона режущей кромки (l³25°)
и переднего угла (g³20°)
позволяет обеспечить контакт по вспомогательной режущей кромке после выхода
вершины лезвия из контакта со срезаемым слоем. Таким образом, полный выход
резца из заготовки произойдет в тот момент, когда прекратится контакт в точке
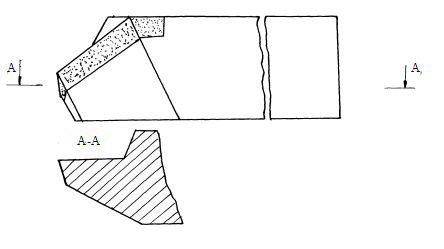
вспомогательной режущей кромки, расположенной на некотором расстоянии ![]() от вершины (сечение А-А, рис.
6.7). Поэтому удар в результате деформационного восстановления системы
приходится именно на эту зону лезвия и вершина разрушаться не будет.
от вершины (сечение А-А, рис.
6.7). Поэтому удар в результате деформационного восстановления системы
приходится именно на эту зону лезвия и вершина разрушаться не будет.
Таким образом, уже на стадии проектирования инструмента можно решать следующие задачи:
- уменьшить отрицательное влияние ударов при врезании резца на его стойкость;
- уменьшить влияние ударов при выходе резца из контакта со срезаемым слоем на его стойкость;
- уменьшить вибрации в технологической системе при обработке прерывистых поверхностей.
|
Рисунок 6.7 - Резец для обработки деталей с прерывистыми поверхностями |
В процессе изучения характера износа резцов при обработке прерывистых поверхностей выяснено, что наиболее интенсивно износ протекает по задним поверхностям около вершины резца, где появляется фаска износа и часто наблюдаются выкрашивания режущей кромки, т.е. наиболее уязвимым местом режущей кромки является вершина лезвия, особенно при работе резцами угол наклона главной режущей кромки l≤0, когда удары при врезании резца испытывает режущая кромка именно около вершины резца. Для того, чтобы защитить вершину резца от ударов при врезании, необходимо применять резцы с положительными углами наклона главной режущей кромки. При таких углах λ в момент врезания резца удар приходится на точку режущей кромки, отстоящей от вершины резца на некотором расстоянии и она не испытывает ударов, что повышает стойкость инструмента.
При выходе резца из контакта с обрабатываемым материалом удары приходятся на заднюю поверхность также около вершины резца. Применением больших значений g и малых j1 так же можно обеспечить, чтобы ударные нагрузки воспринимались точками вспомогательной режущей кромки, расположенными на определенном расстоянии от вершины резца.
Кроме того, при больших g значительно меньше усилия резания и снижается вероятность возникновения вибраций в радиальном направлении.
Для обработки прерывистых поверхностей оптимальными геометрическими параметрами являются: g=+(20...25)°, a=(8…10)°, a1=(10…15)°, j=(60...75)°, j1=(5…10)°, l=+(25...30)°.
Вибрации при работе резцом с указанной геометрией уменьшены, так как нет явно выраженных ударов при выходе лезвия из зоны контакта со срезаемым слоем и значительно уменьшены усилия резания.
1.1.4Исследование работоспособности резцов с оптимальной геометрией при обработке прерывистых поверхностей в производственных условиях
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 g=20°, l=25°, j=60°, a=10°, a1=15°
g=20°, l=25°, j=60°, a=10°, a1=15°