Таким образом, при использовании сборного инструмента с креплением в одной державке нескольких режущих элементов схема вертикального размещения элементов с позиции силового анализа является более предпочтительной.
Пластины из киборита для механического крепления
Учитывая то обстоятельство, что производительность обрабатывающей системы, особенно автоматизированной, определяется не только эффективностью собственно процесса резания, но и в значительной мере временем простоев оборудования, связанным с заменой, наладкой и подналадкой поломанного и изношенного инструмента (см. рис. 2.32), необходимо предусматривать возможность быстрой замены (с минимальными затратами, в первую очередь, времени на наладку, подналадку, изготовление пробной детали и т.п.) как инструмента в целом, так и отдельных его режущих элементов и рабочих участков режущих кромок лезвий. Наиболее эффективно это достигается путем применения сборных инструментов с неперетачиваемыми сменными режущими элементами.
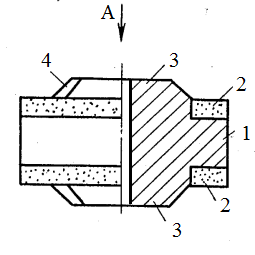
Для повышения технологичности и надежности сборного инструмента, ресурса режущих элементов и уменьшения вероятности возникновения вибраций, повышения жесткости конструкции разработана режущая пластина (а.с.1510992 [[ii]]). Конструкция пластины (рис. 6.14) позволяет не только увеличивать (в случае необходимости) по сравнению с традиционно применяемыми пластинами из ПСТМ снимаемые припуски (ширину среза), но и обеспечивать как надежное позиционирование относительно обрабатываемой детали при замене изношенных участков режущей кромки, так и надежное стружкодробление (стружкозавивание) при обработке труднообрабатываемых материалов в условиях образования сливной стружки.
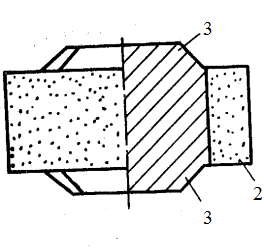
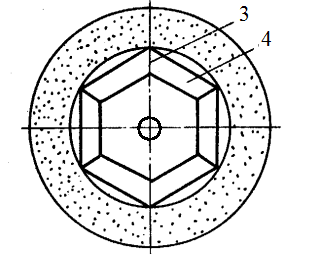
Режущая пластина содержит металлическую подложку 1 с нанесенным на нее сверхтвердым материалом 2 и соосными идентичными выступами 3, выполненными в форме усеченной пирамиды с боковыми гранями 4. Число граней равно числу переустановок пластины.
На рисунке 6.14 показан вариант исполнения режущей пластины, у которой сверхтвердый материал 2 спечен с периферийной частью основания на противолежащих сторонах подложки 1. На рисунке 6.13,а показана пластина, у которой сверхтвердый материал 2 спечен на боковой цилиндрической поверхности подложки 1.
|
а) б) Рисунок 6.13 - Вари ант исполнения режущей пластины (а) и схема установки пластины в резце (б)
Рисунок 6.14 - Двухсторонняя режущая пластина со стружколомающим устройством |
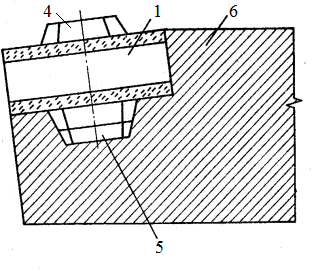
Режущая пластина устанавливается в гнездо 5 инструмента 6 (рис. 6.13,б). Один из выступов 3 (рис. 6.13,а) подложки 1 позиционируется боковыми гранями 4 в соответствующем по форме гнезде 5 инструмента 6, а другой выступ, расположенный на противолежащей стороне подложки 1, может играть роль стружколомателя. В процессе обработки резанием после затупления участка режущей кромки, участвующего в резания, пластину переустанавливают в гнезде 5 инструмента 6. При выходе из строя всей режущей кромки на одной стороне пластины последнюю переворачивают и снова устанавливают вторым выступом 3 в гнездо 5. При этом выступы 3 меняются выполняемыми функциями.
Кроме показанных конструктивных особенностей пластины в подложке 1 могут быть также выполнены выступы (шипы, сферы) или углубления (лунки, глухие и сквозные отверстия) для крепления. Пластины могут закрепляться на державке с помощью дополнительных элементов: винтов, прихватов и т.п. Благодаря конструктивным особенностям режущей пластины она обеспечивает удвоенный полный период стойкости и переустановку пластины (при срабатывании участка режущей кромки) на заданный угол. При этом каждый из выступов может как устанавливаться в гнездо корпуса инструмента с целью базирования и закрепления, так и выполнять функции стружколомателя.
1.2.2Совершенствование торцевого многоступенчатого фрезерования узких поверхностей маложестких деталей из труднообрабатываемых материалов
При съеме увеличенных припусков при торцевом фрезеровании в настоящее все шире применяется так же, как и при точении, схема ступенчатого резания, обеспечивающая уменьшение количества проходов, увеличение стойкости инструментов, снижение времени на обработку и мощности резания [5]. В конструкциях торцевых ступенчатых фрез зубья (режущие элементы) расположены таким образом, что лезвия каждой ступени размещены на определенном диаметре, отличном от диаметра расположения лезвий других ступеней. Лезвия последней (чистовой) ступени имеют наибольший вылет и расположены на наименьшем диаметре. Характерной особенностью традиционно применяемых фрез является то, что угловой шаг между зубьями как на одной ступени, так и между ступенями является, как правило, равномерным. Это приводит к тому, что в условиях одновременного участия в работе нескольких зубьев, число которых чаще всего является переменным, возникают изменяющиеся по величине нагрузки, что приводит к возникновению вибраций, снижению стойкости лезвий и ухудшению качества обработанной поверхности. Часто, особенно при обработке труднообрабатываемых материалов, характеризующейся значительно большими абсолютными значениями усилий резания (см. разд.), кроме того, возможен поворот оси фрезы под действием вертикальной составляющей силы резания Рв (вследствие деформационных процессов, наличия зазоров и др.) на угол D (рис. 6.15). Это обстоятельство может привести к врезанию в обработанную поверхность неработающего зуба последней (чистовой) ступени и проходящего в данный момент времени над ней, а, следовательно, к возникновению дополнительного усилия в этой зоне и ухудшению динамического состояния системы, снижению стойкости инструмента и качества поверхности за счет образования рисок в зоне дополнительного контакта фрезы с заготовкой. Этому способствует и увеличение площади контакта неработающего зуба 2 с заготовкой в момент его врезания за счет малых значений j1, которые, как правило, не превышают 15°. На рисунке 6.15 схематически представлена ситуация, когда при торцевом фрезеровании многозубой двухступенчатой фрезой (каждой из ступеней снимается слой с глубиной резания соответственно t1 и t2) в момент резания зубом 1 над обработанной поверхностью находится неработающий зуб 2. Остальные зубья условно не показаны.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.