С точки зрения облегчения условий контактирования лезвия со стружкой и заготовкой целесообразно работать с минимально возможными значениями углов в плане (меньше толщина среза, а, следовательно, и давление; возрастает длина активного участка режущей кромки, что способствует улучшению условий теплоотвода, и т.п.). Однако, уменьшение j резко снижает виброустойчивость системы, точность обработки и стойкость инструмента из – за образования тонких широких стружек и увеличения радиальной составляющей силы резания Py. В общем случае при работе на станках следует использовать виброустойчивые режимы резания, исключающие образование широких тонких стружек, что часто (особенно при чистовой и получистовой обработке) требует увеличения числа проходов, т.е. снижения (иногда значительного) производительности труда. Компенсировать этот недостаток можно таким изменением конструкции инструмента, чтобы, например, повышалась его жесткость, изменялась схема резания и т.п., в частности, использованием инструментов, работающих по схеме резания с разделением снимаемого припуска (ступенчатое резание), т.е. увеличением количества его лезвий. Предпочтительными в этом случае будут инструменты с таким расположением лезвий, чтобы радиальные усилия (один из основных источников возникновения вибраций) на них полностью или частично уравновешивались.
Анализ тенденций развития обработки резанием показывает, что одним из эффективных средств сокращения машинного времени является увеличение суммарной ширины среза (с пропорциональным ростом площади среза), что достигается увеличением либо глубины резания, либо количества одновременно работающих режущих кромок (многорезцовые станки, многозубый инструмент и т.п.) [1]. Такое увеличение ширины среза с одной стороны позволяет увеличивать снимаемые припуски и производить обработку за меньшее число проходов, в результате чего возрастает производительность процесса, а с другой – при этом практически не изменяются удельные нагрузки на рабочих поверхностях лезвий, что позволяет утверждать о незначительном изменении ресурса инструмента. При увеличении толщины среза, главным образом за счет увеличения подачи, производительность возрастает в меньшей степени, чем при увеличении суммарной длины рабочих участков режущих кромок, в т.ч. за счет увеличения глубины резания, так как при этом приходится во многих случаях значительно снижать скорость резания для сохранения заданной стойкости инструмента. В настоящее время все большее распространение получают высокопроизводительные процессы многолезвийной обработки (многорезцовое точение, фрезерование многоступенчатыми фрезами и др.) как на универсальных станках, так и в сложных обрабатывающих системах, в т.ч. и автоматизированных. Применение многолезвийных наладок позволяет не только увеличивать производительность за счет уменьшения числа проходов при удалении припуска, но в ряде случаев и совмещать в одном проходе черновую и чистовую (получистовую) обработки. Это обуславливается и тем, что общая виброустойчивость металлорежущих станков повышается с увеличением (в определенных пределах [18]) числа режущих кромок, одновременно участвующих в резании [18, 140 и др.]. Последнее позволяет при многолезвийных наладках эффективно использовать прогрессивные инструментальные материалы, в частности, сверхтвердые (см. разд. 4.5).
|
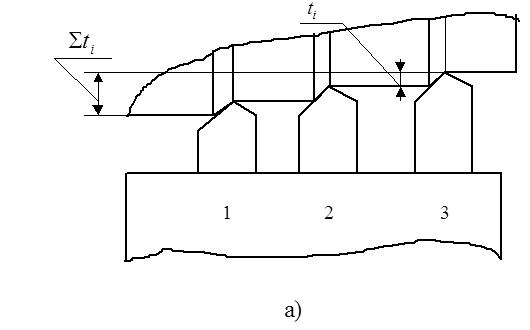
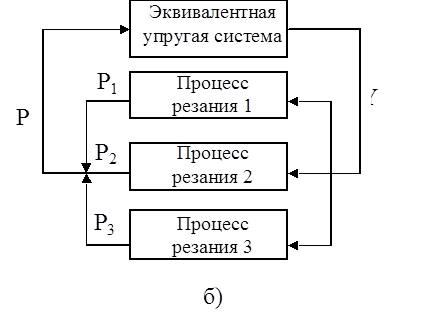
Рисунок 6.9 - Схема динамической системы станка при точении ступенчатым резцом с тремя режущими элементами |
Как уже отмечалось при традиционном использовании
многолезвийной наладки (рис. 6.9) весь снимаемый припуск ![]() распределяется между ними равномерно
(3.39).
распределяется между ними равномерно
(3.39).
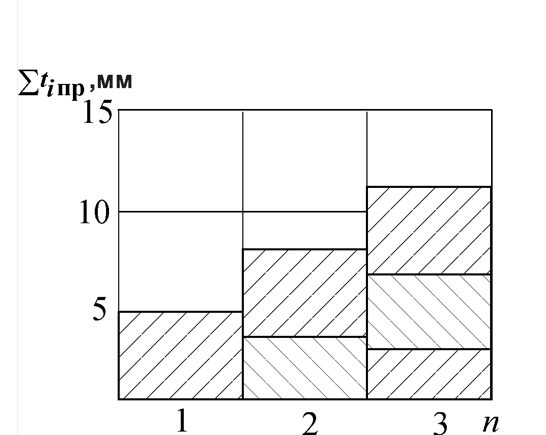
Экспериментально установлено [4], что с ростом числа
одновременно работающих резцов увеличивается общая предельная глубина резания ![]() пр (глубина
виброустойчивого резания), но уменьшается предельная глубина резания,
приходящаяся в среднем на один резец
пр (глубина
виброустойчивого резания), но уменьшается предельная глубина резания,
приходящаяся в среднем на один резец ![]() пр
(рис. 2.54). Обработка производилась резцами с механическим креплением пластин
из Т15К6 (g = -6 °, a
= 6 °, j
= 45 °). Виброустойчивость оценивалась
по предельной глубине резания, равной 5 мм.
пр
(рис. 2.54). Обработка производилась резцами с механическим креплением пластин
из Т15К6 (g = -6 °, a
= 6 °, j
= 45 °). Виброустойчивость оценивалась
по предельной глубине резания, равной 5 мм.
В общем случае предельная глубина резания, приходящаяся в среднем на один резец, а, следовательно, и суммарная глубина резания, зависят от количества резцов, схемы их расположения относительно заготовки, условий работы каждого из лезвий, жесткости системы "станок-инструмент-заготовка" и др.
|
|
При этом возникновение колебаний у одного режущего
элемента вызывает колебания во всей системе через общее звено - эквивалентную
упругую систему (УС) станка (рис. 6.9, б). Система сил резания по своему действию на динамическую систему станка может быть заменена равнодействующей Р, равной
их сумме, изменение которой в процессе резания вызывает относительное смещение
(![]() ) резцедержателя и заготовки в
направлении, перпендикулярном обрабатываемой поверхности (оси вращения
заготовки). Это приводит к изменению ширины среза, одинаковое для всех резцов,
и повышению вероятности возникновения вибраций. Кроме того, виброустойчивость
системы при изменении силы резания Р существенно зависит от величины вылета
режущего элемента (рис. 6.9,а), особенно в наладках с отдельными резцами
(резцовыми вставками). Такая схема крепления режущих элементов позволяет
регулировать их положение при наладке и перераспределять припуски между
лезвиями, но значительно изменяет (уменьшает) жесткость режущего элемента с
большим вылетом в направлении главной составляющей силы резания, т.е. в
направлении вектора скорости главного движения резания V, что может привести к
возникновению крутильных колебаний и особенно при обработке заготовок с
прерывистыми поверхностями или неравномерным припуском, в частности, при черновом
точении (рис. 3.25, а).
) резцедержателя и заготовки в
направлении, перпендикулярном обрабатываемой поверхности (оси вращения
заготовки). Это приводит к изменению ширины среза, одинаковое для всех резцов,
и повышению вероятности возникновения вибраций. Кроме того, виброустойчивость
системы при изменении силы резания Р существенно зависит от величины вылета
режущего элемента (рис. 6.9,а), особенно в наладках с отдельными резцами
(резцовыми вставками). Такая схема крепления режущих элементов позволяет
регулировать их положение при наладке и перераспределять припуски между
лезвиями, но значительно изменяет (уменьшает) жесткость режущего элемента с
большим вылетом в направлении главной составляющей силы резания, т.е. в
направлении вектора скорости главного движения резания V, что может привести к
возникновению крутильных колебаний и особенно при обработке заготовок с
прерывистыми поверхностями или неравномерным припуском, в частности, при черновом
точении (рис. 3.25, а).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.