3) автоматически сменяемые оправки;
4) многоступенчатые с несколькими установочными базовыми поверхностями различного диаметра.
С целью повышения универсальности инструментальных блоков, применяемых при тангенциальном точении, и сокращения времени на наладку и переналадку станка необходимо использовать резцы с инструментальными надставками. В разработанном инструментальном блоке для смены резцовых надставок используется тот же принцип, что и в системе BTS фирмы Sandvik Coromant. Это позволяет производить, в том числе, и автоматическую смену инструментов.
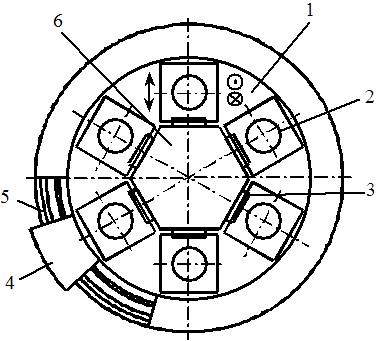
Одним из резервов расширения технологических возможностей и повышения производительности станков-автоматов является принцип совмещения традиционных методов обработки с высокопроизводительным тангенциальным резанием [166], реализованным в многошпиндельном токарном станке (А.с. 1445859, Патент UA №14099) [[v]]. Принцип работы станка заключается в следующем (рис. 6.24).
|
Рисунок 6.24 - Станок с комбинированными схемами резания |
На станине станка установлен поворотный стол 1 с рабочими шпинделями 2, несущими обрабатываемые заготовки и кинематически связанными с электродвигателем главного привода двумя цепями: цепью продольного точения суппортами 3, установленными на колонне 6, и цепью тангенциального точения суппортами 4, установленными на станине станка
После окончания обработки во всех рабочих позициях суппортами 3, (продольное точение, сверление отверстий, нарезание резьбы и т.п.) они быстро отходят в исходные положения. После этого происходит быстрый поворот стола со скоростью sct для смены рабочих позиций. Одновременно с этим осуществляется круговая подача суппортов 4 по направляющим 5 со скоростью VSкр. Разность скоростей поворота стола и суппортов (Vsct - VSкp) равна величине скорости тангенциальной подачи Vst. Таким образом, без снижения скорости холостого хода (поворота стола) обеспечивается необходимая тангенциальная подача при обработке соответствующих поверхностей заготовок по тангенциальной схеме резания.
1.3.2Групповая обработка деталей на многошпиндельных роторных автоматах с тангенциальной схемой резания
При обработке на токарных многошпиндельных автоматах роторного типа заготовка совершает планетарное движение: вращаясь вокруг своей оси она одновременно получает движение круговой подачи относительно инструмента. Непрерывность процесса обработки и холостых ходов (обработка заготовки с одновременной ее транспортировкой) предопределяют высокую производительность станков такого типа. Но они предназначены для массового производства, так как имеют относительно невысокую гибкость. Так, при переналадке станки мод. КА-350 необходимо заменить или перенастроить инструментальные блоки, зажимные приспособления, установить необходимую частоту вращения шпинделей и скорость круговой подачи. Все это требует больших затрат времени, труда и средств. Внедрение групповой обработки позволяет расширить область применения роторных автоматов до серийного производства [[vi]].
Очень важно при внедрении групповой технологии не вносить изменений в схему обработки, обеспечивающую более высокую выходную точность в роторных станках по сравнению с обычными многошпиндельными автоматами. Это, во-первых, отсутствие фиксирующих устройств, так как шпиндельный барабан вращается непрерывно. Во-вторых, неподвижность инструмента, установленного в инструментальных блоках, что позволяет обеспечить более высокую жесткость инструментальной системы. Необходимая точность достигается предварительной настройкой инструмента на размер вне станка (рис. 2.28).
Как известно, процесс формообразования на станках может быть представлен как результат движения образующей производящей линии по направляющей. На станках рассматриваемого типа образующая получается методом копирования, то есть она является копией формы суммы режущих кромок инструментов. Именно этот факт может быть положен в основу классификации деталей, подлежащих обработке на роторных автоматах.
При построении групповых процессов за основу берется характерная образующая линия данной группы, которая по аналогии с комплексной деталью может быть названа "комплексным профилем" [[vii]]. Под комплексным профилем понимается реальный или условный профиль, содержащий все основные участки линий, характерные для образующих деталей данной группы. Различие в диаметральных размерах поверхностей теоретически может быть компенсировано возможностью регулировки радиального положения шпиндельных узлов автомата (см. разд. 0).
|
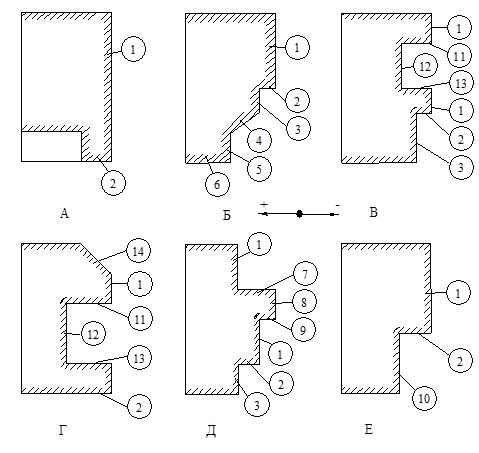
Рисунок 6.25 - Формирование комплексной детали |
В общем случае поверхность детали должна совпадать с комплексным профилем (детали А и Б на рис. 6.25). Однако в целях укрупнения групп в них могут включаться и детали, не полностью соответствующие данному правилу. Это, во-первых, детали, отдельные элементы поверхности которых имеют отклонение «минус» от комплексного профиля (детали В и Г). Во-вторых, детали с элементами поверхности, имеющими отклонения в «плюс» (детали Д и Е). Возможно и сочетание указанных признаков. На рисунке 6.25 элементы комплексного профиля пронумерованы цифрами от 1 до 6. Имеется ввиду, что каждый из них на чистовых проходах обрабатывается одним резцом. Поверхностям, не входящим в комплексный профиль, присвоены номера от 7 и выше.
|
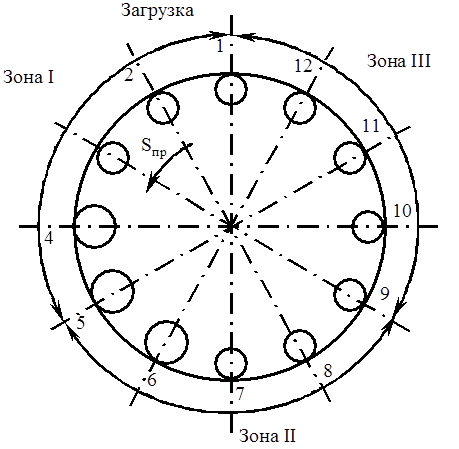
Рисунок 6.26 - Порядок прохождения зон различными деталями при групповой обработке |
В соответствии с приведенным делением деталей и группе и решается вопрос о порядке расстановки инструмента в инструментальных блоках (рис. 6.27).
В зоне I, следующей за загрузочной позицией, устанавливается инструмент, осуществляющий обработку комплексного профиля за исключением поверхностей с отклонениями от него (детали Д и Е, поверхности 7,8,9,10; детали В и Г, поверхности 11, 12, 13, 14). В зоне П размещается инструмент, производящий обработку «выступающих» поверхностей (детали Д и Е, поверхности 7,8,9,10). В зоне III -инструмент, обрабатывающий поверхности 11-14 деталей В и Г. Порядок прохождения деталями зон обработки приведен на рисунке 6.26.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.