Количество ванн модели 671 для обеспечения заданной производственной программы определяется по формуле для каждого сушила (3.4.2.):
 (3.4.2), где Рp — расчетное количество ванн,
шт.
(3.4.2), где Рp — расчетное количество ванн,
шт.
B2 — годовое количество блоков, шт.
Ф д — действительный годовой фонд работы ванны, ч;
kh — коэффициент неравномерности kh = 1,1÷1,2 ([ ] стр. 28);
Nпр — производительность ванны, блоков /час.
 шт
шт
Техническая характеристика ванны представлена в таблице 3.4.3.
Таблица 3.4.3
|
№ п/п |
Наименование |
Показатель |
|
1 |
Производительность, блоков/ч |
80 |
|
2 |
Рабочая температура воды, ˚С |
90-98 |
|
3 |
Расход пара, кг/ч |
28 |
|
4 |
Установленная мощность, кВт |
6 |
|
5 |
Габаритные размеры, мм |
1700×1700×1650 |
|
6 |
Масса, кг |
1000 |
3.5 Участок прокалки, заливки, охлаждения.
Во время прокаливания оболочки выгорают остатки модельного состава, удаляются продукты неполного гидролиза, испаряются вода и другие газотворные вещества. Кроме того, происходит спекание частичек связующего с частичками огнеупорного пылевидного материала. В стенке оболочки появляются поры и микроскопические трещины, благодаря чему повышается газопроницаемость прокаленной оболочки до 10-20 ед. Такая низкая газопроницаемость вполне достаточна для стенки формы толщиной в несколько миллиметров.
В данном дипломном проекте используется прокаливание оболочек без опорного наполнителя. Оболочки прокаливают в течение 0,5-1,0 часа, их загружают в печь при более высокой температуре, чем оболочки с сыпучим наполнителем.
3.5.1. Расчет потребного числа линий.
Количество линий для обеспечения заданной производственной программы определяется по формуле (3.5.1.):
 (3.5.1), где Рp — расчетное количество линий,
шт.
(3.5.1), где Рp — расчетное количество линий,
шт.
B2 — годовое количество блоков, тн.
Ф д — действительный годовой фонд работы линии, ч;
kh — коэффициент неравномерности kh = 1,1 ([ ] стр. 28);
Nпр — производительность установки, блоков/час.
Рр =168054/80*1,2*2030= 0, 86 шт
Коэффициент загрузки линии равен КЗ=0,86⁄ 1=0,86
Потребное число линий сведено в таблицу 3.5.1.
Таблица 3.5.1
|
Модель линии |
Количество линий |
Коэффициент загрузки |
|
|
расчетное |
принятое |
||
|
7723 |
0,86 |
1,00 |
0,86 |
6.5.2 Характеристика линии.
В АО "НИИТавтопром" спроектировано оборудование для прокаливания и заливки керамических форм. При проектировании использовали следующие принципы:
Применение наиболее эффективной технологии прокаливания и заливки форм без опорного наполнителя (ОН), размещение форм при прокаливании и заливке на огнеупорном керамическом поддоне;
плавный нагрев форм с автоматическим регулированием температуры и подачей пара в зону прокаливания;
заливка нагретой формы до 800°С и выше.
Наибольший интерес представляют механизированные линии прокаливания и заливки форм без ОН мод.7723 (оснащена газовой печью) и мод.7758 (оснащена электропечью).
На механизированной линии прокаливания и заливки форм без ОН мод. 7723 (рис.3.5.1 и 3.5.2) керамические формы размещены на футерованных платформах без ОН. Формы заливают при температуре > 800°С и охлаждают в камере с водо-воздушной средой.
Линия состоит из газовой печи прокаливания 3 с горелками типа ПИВС-60М, размещенными в шахматном порядке на боковых стенках печи. Для обеспечения равномерного нагрева керамических форм принята тепловая схема с интенсивной циркуляцией газов с перепадом температур по сечению печи < 10°С. Печь имеет четыре температурные зоны с автоматическим регулированием температуры. Параллельно печи прокаливания оболочек размещена камера охлаждения залитых форм б, оснащенная в первой зоне душирующими устройствами Печь и камера связаны системой поперечного транспорта 7 и 4. На позиции загрузки печи (тележка 2) размещается платформа с установленными на ней формами. На выходе из печи на тележке 5 располагаются прокаленные формы, предназначенные для заливки
Формы из печи на позицию заливки перемещаются по команде заливщика.

Рис.3.5.1
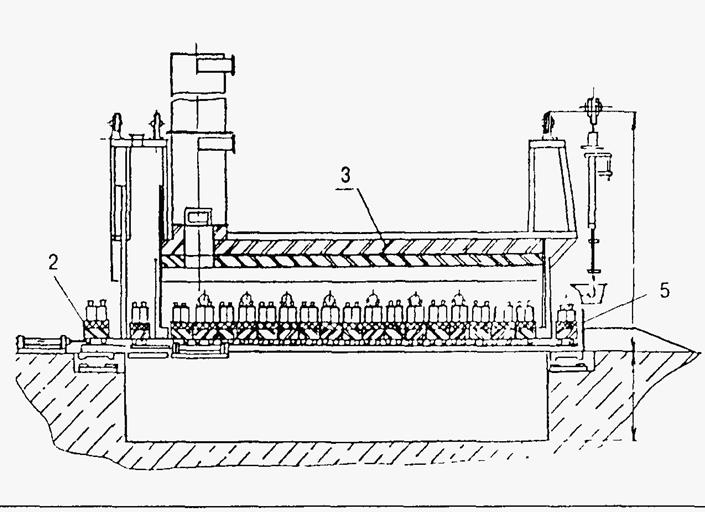 |
Рис. 3.5.2
Рис. 3.5.2.
Техническая характеристика линии.
Таблица 3.5.2.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.