первая касается качества вычислительных операций, сложность состоит в обеспечении точности и линейности характеристик пружины при больших отклонениях, что приводит к погрешностям;
вторая связана с обратным воздействием процесса измерения на процесс. Энергия или мощность, необходимая для измерения отбирается от процесса, что приводит к искажению измеряемой величины.
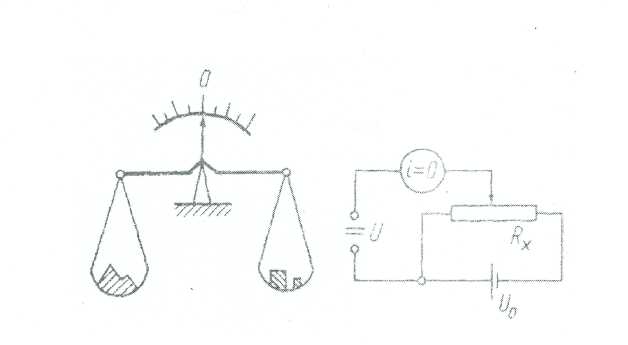 При компенсационном
методе измерения, измеряемая величина компенсируется величиной, воспроизводимой мерой (рис.2).
При компенсационном
методе измерения, измеряемая величина компенсируется величиной, воспроизводимой мерой (рис.2).
Рисунок 2
В уравновешенном состоянии нуль-прибор не нагружен, за счет этого исключено обратное воздействие на процесс. При нулевом методе (компенсации) воспроизводимая мера используется для компенсации измеряемой величины во всем диапазоне измерений, а также для показания значений.
Погрешность измерений.
Для применения измерительной техники с целью познания процесса или состояния помимо выполнения основных предпосылок процесса измерения необходимо выполнения еще одного условия - измерение должно быть представительным. На практике ошибки представительности возникают часто, вследствие недостаточного знания процессов масштабирования. Заурядной иллюстрацией этого является измерение температуры в помещении, путем измерения ее в одной точке. Другим ярким примером является измерение расхода с помощью сопел или диафрагм за пределами их допустимой области применения. Ошибки представительности могут появиться при использовании высококачественной техники, причем иметь значительную величину и многократно превышать остальные погрешности.
Внутренние помехи
Внутренними называются помехи, которые независимо от внешних явлений возникают из-за внутриприборных явлений. Сюда относится люфт при механическом преобразовании, трение опор. Эти явления приводят, как правило, к нелинейностям и как следствие к погрешностям измерений.
Погрешности, связанные с процессом измерений
Принципиально для учета и оценки погрешностей, связанных с условием применения измеряемого устройства следовало учитывать большое число влияющих величин. Однако среди этих величин есть такие, которые оказывают небольшие величины на результат измерения. Практически этим величинам предписаны определенные границы в инструкциях по установки и поверке приборов.
Погрешности результата измерения
Влияние различных измеренных значений на результат измерений может быть различным. Поэтому на основании специфики последующей обработки формулируются требования к правильности и достоверности результатов измерений.
Л-4
Метрологическое обеспечение производства.
Технико-организационные направления автоматизации контроля.
Контроль необходим с целью определения параметров качества изготовленных изделий, при этом решаются 2 задачи: обеспечивается выпуск годной продукции, получаемой информации для регулирования точности технологического процесса. Назначение систем контроля качества; приемочный и технологический контроль путем проверки соответствия чертежа и технологического процесса; обработка и выдача информации по результату контроля, проведение настройки контрольно-измерительных устройств, выполнение правил эксплуатации их.
В цехах организуется контроль следующих видов: приемочный, профилактический и контроль для прогнозирования точности; в зависимости от взаимодействия с изделием - активный, пассивный; после выполнения контролируемого размера в зависимости от средств измерения качества - универсальный, альтернативный.
При автоматизированных производствах актуальны задачи автоматизации контроля. Классификации контрольных устройств представлены в таб. 1.
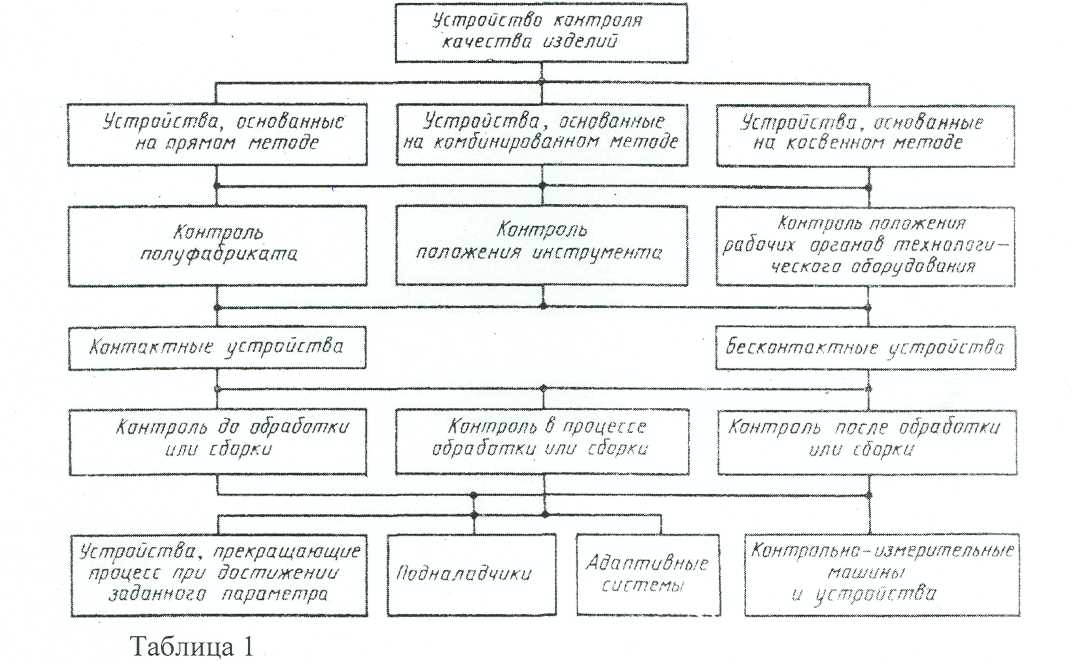
Тип контролируемого устройства выбирают в зависимости от параметров точности, числа контролируемых параметров, условий измерения, производительности и экономичности.
Эффективно применяют в машиностроении устройства активного контроля, которые выполняют измерения в процессе обработки. Рис. 2.2
Тип контролируемого устройства выбирают в зависимости от параметров точности, числа контролируемых параметров, условий измерения, производительности и экономичности.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.