S=R/dn
где dn - зависит от объема выборки.
Оценки
параметров распределения не является точностными, так как зависят от объема выборки, определяют с той
или иной вероятностью Р. Таким образом, доверительные пределы для ![]() 0 по значениям опытного
0 по значениям опытного ![]()
где to выбирается из таблиц.
Пример
1.
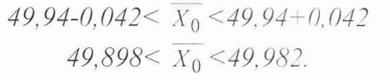
Имеем 5 результатов измерений: 49,94; 49,90; 49,98; 49,95; 49,93. Вычислить доверительные пределы для оценки
![]() 0. Подсчитаем
0. Подсчитаем ![]() = 49,94.
= 49,94.
to - из таблицы, в зависимости от числа степеней свободы K=n-1; K=5-1=4 и доверительной вероятности Р(to)=0,95, тогда to=2,776: ε=2, 776-0,0156=0,04202,
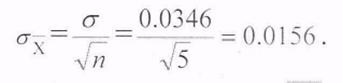
где ![]() - среднеквадратичное отклонение
выборки.
- среднеквадратичное отклонение
выборки.
 |
Определим пределы возможных
отклонений ![]() :
:
 |
Л-9
Анализ точности технологического процесса,
технологического оборудования.
С целью внедрения статистической управляемости технологического процесса необходимо знание закона распределения размерного параметра, что выполнимо на основе выборочной оценки. Наилучший отбор действий получается путем случайного отбора (таблицы случайных чисел). Объем выпуска 25-200 экземпляров.
Оценку соответствия опытного распределения предполагаемому производят по критериям согласия. Наиболее часто критерий Пирсона.
Поскольку теоретически доказано, что при обработке на станках размерные параметры в пределах 5÷6 квалитетов и нормально отклоняемой ТС, подчиненные нормальному распределению, в случае получения отрицательных результатов относительно закона распределения, необходимо технологический процесс отмерить до уровня статической управляемости.
С этой целью анализируется точность и закон распределения по каждой единицы технологического оборудования. Методика аналогична: берется выборка, считаются числовые характеристики, проверяемые закон распределения, при этом точность технологической системы по каждой единицы технологического оборудования должно быть δ≥ω, где δ - технологический допуск, ω = 65 - поле рассеяния исследуемого размерного параметра (для нормального закона). Для других равновероятен закон Максвелла, в соответствии с предполагаемым законом.
Подробная методика статистического анализа точности излагается в ГОСТах.
Статистическое регулирование точности процессов
механической обработки.
Регулирование точности процессов механической обработки ведется с использованием мгновенных выборок.
Мгновенной называется выборки из потока продукции, которая составляется в течение наименьшего интервала времени. Объем таких выборок не более 10 штук и, следовательно, этот метод называется метод малых выборок.
Статистическими
характеристиками малых выборок являются выборочные средние ![]() , выборочные среднеквадратические
отклонения S, выборочный размах R.
, выборочные среднеквадратические
отклонения S, выборочный размах R.
![]() Регулирование
точности (управление точности) производится путем изучения систематической δсист и
случайных погрешностей в i - момент обработки. При этом
Регулирование
точности (управление точности) производится путем изучения систематической δсист и
случайных погрешностей в i - момент обработки. При этом
т.е. определима по значениям центров погрешностей управляемых параметров.
ГОСТ 16.305-81 рекомендует подобным образом контролировать точность в условиях серийного и массового производств.
![]() При нормальном законе распределения
за величину мгновенного поля рассеяния
примем ωi=6Smimгде S-среднеквадратичное отклонение,
определенное по мгновенной выборке.
При нормальном законе распределения
за величину мгновенного поля рассеяния
примем ωi=6Smimгде S-среднеквадратичное отклонение,
определенное по мгновенной выборке.
Процесс считается точным, если перед очередной подналадкой
Статистическое управление уровнем наладки осуществляется при условии на основе предварительного анализа, получены следующие данные:
S - полученное из ряда выборок
![]() - среднее значение
- среднее значение
![]() -предельно допустимое
выборочное среднее, соответствующее максимально допустимой доле брака, при
появлении такого
-предельно допустимое
выборочное среднее, соответствующее максимально допустимой доле брака, при
появлении такого ![]() - процесс следует корректировать.
- процесс следует корректировать.
δсм - нормированное смещение наладки технологического процесса
![]()
Процесс считается налаженным,
если ![]() =
= ![]() и
разлаженным, если
и
разлаженным, если ![]() =
=![]() =
=![]() +δсм или
+δсм или ![]() =
=![]() =
=![]() -
δсм
-
δсм
Составляется план статического регулирования:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.