5. Калибр-пробка гладкий контрольный (7) или калибр-шайба гладкий контрольный (10) для контроля износа гладкого проходного калибра-скобы (2).
|
|
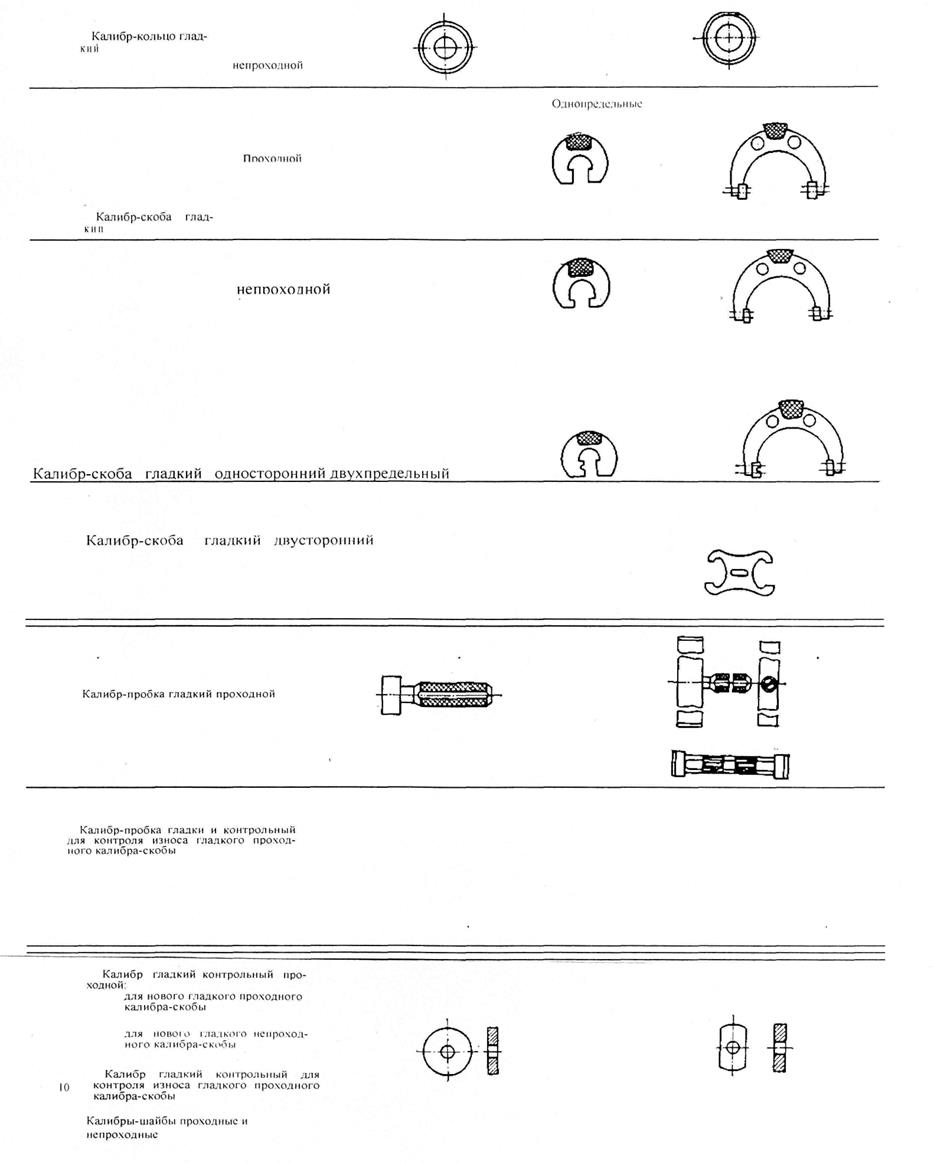
Калибр-скоба гладкий проходной (2) или калибр-кольцо гладкий проходной (1) не должен проходить по гладкому контрольному калибру-пробке (7) или гладкому контрольному калибру- шайбе под действием собственного веса или усилия примерно равному ему, но не менее 1Н. Калибр-скоба или калибр-кольцо может, в крайнем случае, «закусывать» рабочую поверхность контрольного калибра на величину не более 1/3 рабочей части скобы.
6.В спорных случаях решающим является контроль: для изделия – изношенным калибром-кольцом гладким проходным (1) или калибром-скобой непроходным.
Л-15
Правила пользования калибров для отверстий
1. Калибр-пробка гладкий проходной должен свободно пройти через отверстие под своим весом ил усилием не менее 1Н. Рабочая длина проходного калибра-пробки для отверстий 6-9 квалитетов должна быть равной ему или больше длины (глубины) проверяемого отверстия.
2. Калибр-пробка гладкий непроходной не должен входить в отверстие под действием собственного веса ил усилия примерно равному ему, но не менее 1Н. Допускается «закусывание» калибра-пробки непроходного в проверяемом отверстии без качки калибра на величину не более половины длины рабочей части калибра-пробки с одной стороны или в сумме с 2х сторон. Для отверстий глубиной не менее длины рабочей части глубина закусывания не более 1,5 мм, считая от фаски. Для отверстий в материале толщиной менее 1,5 мм глубина «закусывания» не оговаривается, калибр-пробка должен под действием собственного веса или усилия не менее 1Н «зависнуть» в проверяемом отверстии.
В спорных случаях для определения вхождения калибра целесообразно для создания усилия использовать индикатор часового типа с тарированной пружиной.
Маркировка калибров.
На каждом калибре наносится: контролируемый номинальный размер; обозначение проверяемого поля допуска; числовое значение проверяемых предельных отклонений; обозначение калибра (Пр, Не, К-И): товарный знак предприятия изготовителя.
У пробок с ручками маркировка наносится на ручке: номинальный диаметр отверстия; 'номинальный диаметр отверстия; обозначение поля допуска отверстия; обозначение вида калибра; товарный знак.
Расчет калибров
Большинство видов калибров стандартизировано. Порядок расчета исполнительных размеров калибров регламентируется стандартом, в качестве примера расчета рассмотрим следующую задачу:
 Определить исполнительные размеры
калибра для контроля
Определить исполнительные размеры
калибра для контроля
 соединений:
соединений:
Расчет для вала:
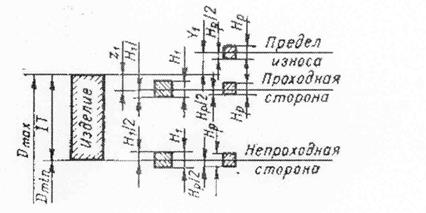
1. Схема полей допусков
2. Формула для расчета
Формулы для расчета исполнительных размеров рабочих и контрольных калибров.
|
Калибр |
Номинальный размер изделия, мм |
||||
|
До 180 |
|||||
|
Рабочий калибр |
Контрольный калибр |
||||
|
Размер |
Отклонение |
Размер |
Отклонение |
||
|
Для отверстий |
Проходная сторона; Новая изношенная Непроходная сторона |
Dmin +z Dmin –Y Dmax |
±H/2 - ±H/2,±Нs/2 |
- - - |
- - - |
|
Для валов |
Проходная сторона; новая изношенная Непроходная сторона |
Dmax-z Dmax +Y Dmin |
±H1/2 - ±H1/2 |
Dmax-z Dmax+Y Dmin |
±Hp/2 ±Hp/2 ±Hp/2 |
|
Калибр |
Номинальный размер изделия, мм |
||||
|
Св. 180 до 3150 |
|||||
|
Рабочий калибр |
Контрольный калибр |
||||
|
Размер |
Отклонение |
Размер |
Отклонение |
||
|
Для отверстий |
Проходная сторона: новая изношенная Непроходная сторона |
Dmax-z Dmax-Y+a Dmax-a |
±H/2,±Нs/2 - ±H/2,±Нs/2 |
- - - |
- - - |
|
Для валов |
Проходная сторона; новая изношенная непроходная сторона |
Dmax-z1 Dmax +Y1- -a1 Dmin+a1 |
±H1/2 - ±H1/2 |
Dmax –z1
Dmax+Y1-a1 Dmin+a1 |
±Hp/2 ±Hp/2 ±Hp/2 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.