В механических системах копир жёстко связан с рабочими органами станка, чтобы кроме функции управления рабочими органами осуществлялось его перемещение. В других системах копир выполняет только функции управления, а подача осуществляется специальными приводами. Точность изготовления копиров очень высока. В первом случае копир воспринимает большие силы, и поэтому он должен быть прочным, жёстким, износостойким и изготавливают его из качественных сталей, закаляют, шлифуют и прочно закрепляют на станке. Механизм подачи станка производит перемещение рабочих органов по 1-ой координате, копир осуществляет подачу по 2-ой и 3-ей координате. Из-за износа копира точность обработки постепенно уменьшается.
Во втором случае копиры не воспринимают больших нагрузок и поэтому их можно изготавливать из пластмассы, сталей без термообработки.
Копировальная система может быть встроена в станок или быть отдельным агрегатом. Существует большое количество разнообразных копировальных систем. Одна из них представлена на рисунке.

Корпус 2, который закрепляется на месте снятого со станка резцедержателя. Пиноль 1, в которой установлен резец, устанавливаем под углом 15°, чтобы создать возможность резцу обработать ступени вала с торцами, перпендикулярными к оси. Пружина 5 обеспечивает непрерывный контакт щупа 3 с копиром 4. При движении суппорта по направлению движения к передней бабки, резец обрабатывает первую шейку. По окончанию движения по 1-й ступени копира, щуп, вместе с пинолью и резцом, перескакивает, под действием пружины на 2-ю ступень. После чего происходит обработка 2-й шейки вала и т.д. Для возврата пиноли в исходное положение имеется эксцентрик 6, выводящий щуп из соприкосновения с копиром. Точность обработки ±0,2 мм по длине и ±0,05 мм по диаметру. При выполнении щупа в виде ролика уменьшается трение, износ, но нельзя получить перпендикулярность торцов у обрабатываемых ступеней.
Заменяя копиры можно обрабатывать конические, фасонные ступенчатые валики с перепадом диаметров шеек до 5 мм. С общим перепадом до 30 мм.
Особенностью управления с помощью гидрокопировальных систем – это универсальность, возможность регулирования в большом диапазоне, малая продолжительность и удобство настройки, малые упругие силы, а также обеспечение точного соответствия обрабатываемой детали профилю копира. Программоноситель – копир, определяющий траекторию движения, датчик и промежуточные звенья (щуп гидрораспределителя, усиливающий гидрораспределитель, исполнительное звено).
По количеству направлений суммарного движения рабочие органы разделяют:
- гидравлические;
- одно-, двух- и трёхкоординатные.
В этих системах исполнительные части – цилиндры с закреплёнными штоками. По количеству отверстий, через которые проходит масло, следящее гидрораспределителя:
- одно-;
- двух;
- четырёхпроточные.
На рисунке показана схема однокоординатной следящей системы, обеспечивающей перемещение резцедержателя с резцом в соответствии с профилем копира.
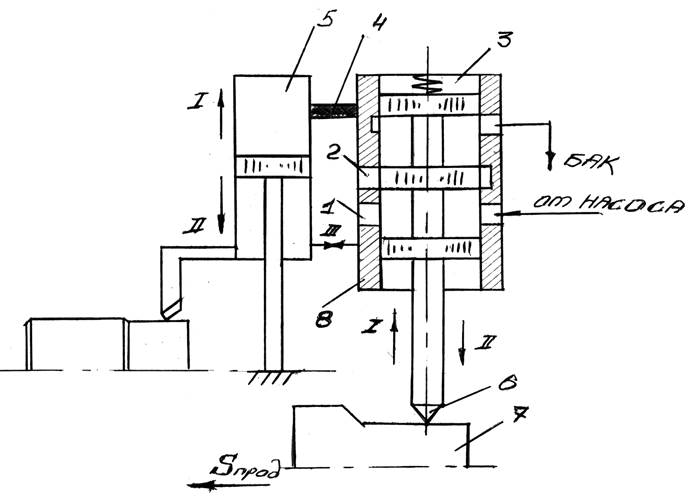
Продольное движение обеспечивается методом подачи станка. При движении щупа 6 вверх под действием копира 7 масло через щель образующего у кромки 1 гидрораспределителя 3 поступает в верхнюю полость цилиндра 5, заставляя цилиндр и резец подниматься вверх, при этом масло из нижней полости будет вытесняться, присоединяясь к потоку масла из насоса в гидрораспределитель 3 (эта фаза движения отличается на рисунке .. стрелками римская I).
При опускании щупа по кривой копира масло от насоса наступает в нижнюю полость от цилиндра 5, а из верхней сливается через щель 2 (это фаза II). Когда щуп находится на горизонтальном участке копира 7 щели 1 и 2 закрыты и поперечное движение прекращается. Щуп и плунжер прижимаются к копиру пружиной суппорта и корпус гидрораспределителя жёстко связан креплением 4, если у какой-то кромки открыта щёль, то система находиться в неустойчивом состоянии. Рассогласование системы АГ всегда вызывает перемещение, направленное на восстановление устойчивого состояния. Чтобы обработать торец детали, находящийся под углом к оси, необходимо гидросуппорт установить под некоторым углом к оси детали. Чаще всего гидрокопировальный суппорт устанавливают под углом 45º к оси заготовки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.