В калиброванную латунную трубку 3 загружают последовательно шарики 1 и промежуточные втулки 2, связанные вязким маслом. Толкатель 4 подводится к соответствующему кулачку 5, а сам толкатель расположен на торце втулки. Подъём и спуск кулачка 5 передаётся через цепочку шариков и втулок на толкатель 6 и исполнительный орган станка 7. В качестве исполнительного органа чаще всего выступает рабочий орган. В отличие от рычагов, шарики не усиливают сигналы датчика кулачка. Контакт шариков, втулок и толкателя 4 с кулачком осуществляется с помощью пружины 8. Шариковый механизм конструктивно прост, надёжен, позволяет передавать движения к рабочим органам наиболее удобным путём с одним требованием: наименьший радиус изгиба трубок должен быть равный 6D шариков. Такой механизм обеспечивает точность перемещения рабочих органов от 0,05 до 0,1 мм. Обеспечивает передачу больших сил, почти не подвержен износу (при наличие смазки), универсален.
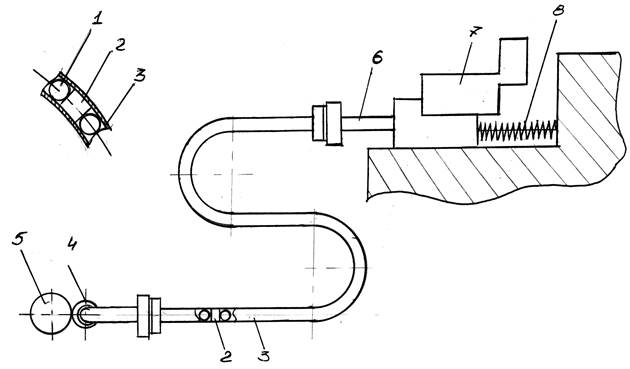
Рисунок …
СИТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ С РАСПРЕДВАЛОМ С КОМАНДОАППАРАТОМ.
Она представляет распредвал кулачками, передающими движение промежуточным звеньям, в виде шарнирного привода, золотников, клапанов либо контроллеров и барабанов командоаппаратов.
Командоаппараты, как правило, имеют свой электропривод, но могут получать вращение и от движущейся части станка. Каждый участок, каждый кулачок подаёт команды на определённые сборочные единицы автоматической линии или от отдельного автомата. Кулачки распределяются на валу соответственно циклограмме работы автомата или линии. В командоаппарате с шариковым передаточным механизмом электродвигатель через редуктор передаёт вращение со сменными блоками кулачков. К пультам подводятся шариковые промежуточные механизмы, связь с промежуточными органами машины, для выключения привода при перегрузке, имеются предохранительные муфты и переключатель.
Переналадка командного аппарата обычно около 10-ти минут, путём замены блока с кулачками для осуществления сложных режимов управления, когда имеется больше количество целей, широкое распространение получили командоаппараты с электрическими переключателями. Иногда такие командоаппараты называют контролерами. Контролёры приводятся в движение специальными электрическими двигателями, реже получают движение от движущихся частей станка.
СИТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ С УПОРАМИ.
Этой системе упоры являются программным носителем. Они могут перестанавливаться в пазах стола фрезерного, шлифовального, агрегатных станков, на суппортах токарных станков, чтобы в определённом положении действовать на датчики, расположенные на неподвижных частях станка.
Принципиальная схема управления фрезерного станка следующая. Обработка деталей совершается за один оборот диска. В пазах дисков устанавливается нужное число упоров, а каждый из упоров нажимает на рычаг определённого конечного выключателя, передающего команду на переключение подач, с упоров на рабочую и наоборот, на остановку стола, шпинделя, раскрепление готовой детали и т.д. Такая система проста, позволяет осуществлять быструю переналадку, дистанционное управление, дешевая, но разомкнутая и синхронизацией упорами несколькими исполнительными органами затруднена. Систему целесообразно использовать при малом числе управляемых рабочих органов. Например, при управлении упорами работы агрегатных силовых столов, система блокировки и сигнализации автоматических линий, а также при механизации и автоматизации фрезерных, сверлильных и других универсальных станков.
СИТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ С КОПИРАМИ.
Система автоматического управления с копирами – это система, в которой соответственно профилю и размеру копира, программоносителя, происходит перемещение рабочих органов станка. Для этих целей широко применяются механические, электрогидравлические, пневматические, следящие системы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.