Таким образом, проведенный анализ позволяет сделать вывод, что на стадии проектирования инструмента можно предусмотреть такие конструктивные, технологические и другие решения, которые обеспечивают минимизацию энергозатрат на деформацию и разрушение срезаемого слоя, преодоление сил трения, изменение теплового и динамического состояния системы при обработке материалов с соответствующим комплексом свойств, ухудшающих ее, уменьшают износ инструмента, обеспечивают требуемые выходные показатели процесса (качество поверхности, себестоимость обработки, ресурс инструмента и др.) путем регулирования режима нагружения лезвий, т.е. благоприятным изменением давлений на контактных поверхностях, сил трения, температуры, времени контакта и динамичности нагружения лезвий и инструмента в целом. При этом важным моментом является необходимость рассмотрения указанных вопросов для нестационарных процессов обработки, в частности прерывистого резания, как менее изученных и обладающих значительно большим комплексом особенностей, чем стационарные, которые чаще всего являются их частными случаями.
|
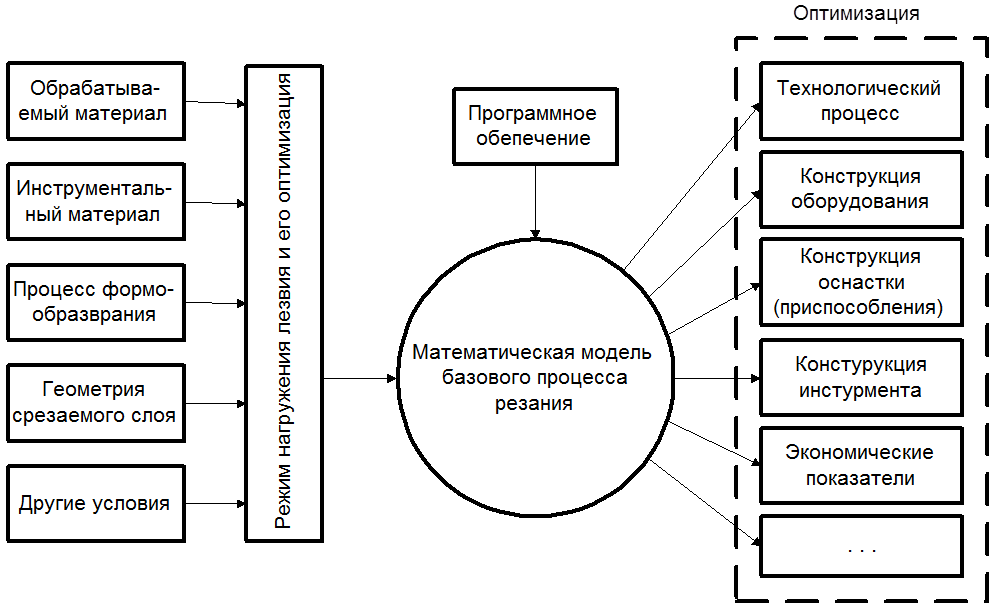
Рисунок 2.11 - Схема оптимизации процесса резания |
1.3 Разработка схемы моделирования базового процесса нестационарного резания
Рассмотрение процесса обработки с позиций режима нагружения лезвий инструмента позволяет успешно реализовать на формализованном уровне комплексный подход (при наличии модели базового процесса резания) как в решении проблемы прогнозирования его работоспособности при заданных условиях, так и оптимизации этих условий в зависимости от требований к самой обработке (рис. 2.11).
В связи с тем, что процесс резания является процессом глубокой пластической деформации, протекающей в экстремальных условиях [31] (высокие контактные давления, скорости деформаций в миллионы раз превышают скорости деформаций при механических испытаниях, температуры на контактных поверхностях лезвия могут достигать температуры плавления обрабатываемого материала, коэффициент трения между стружкой и передней поверхностью может превышать 1,0 и др.) и многие его закономерности еще не могут быть установлены теоретически, то в настоящее время прогнозирующие модели разрабатываются на основе экспериментально – теоретических исследований. Чаще всего при моделировании измеряют силы резания, определяют коэффициенты усадки стружки и др. параметры системы резания. Кроме того, аналитический, численный и ИИ методы моделирования, являющиеся сегодня одними из наиболее употребительных методов прогнозирующего моделирования, требуют экспериментальной проверки.
|
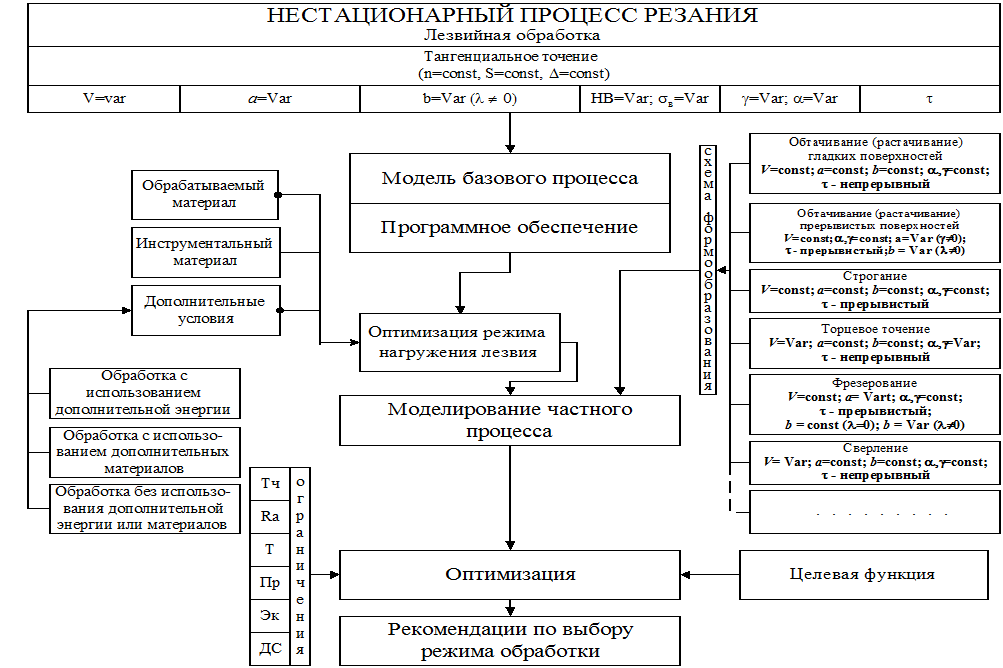
Рисунок 2.12 - Структурная схема моделирования и оптимизации частного процесса резания |
|
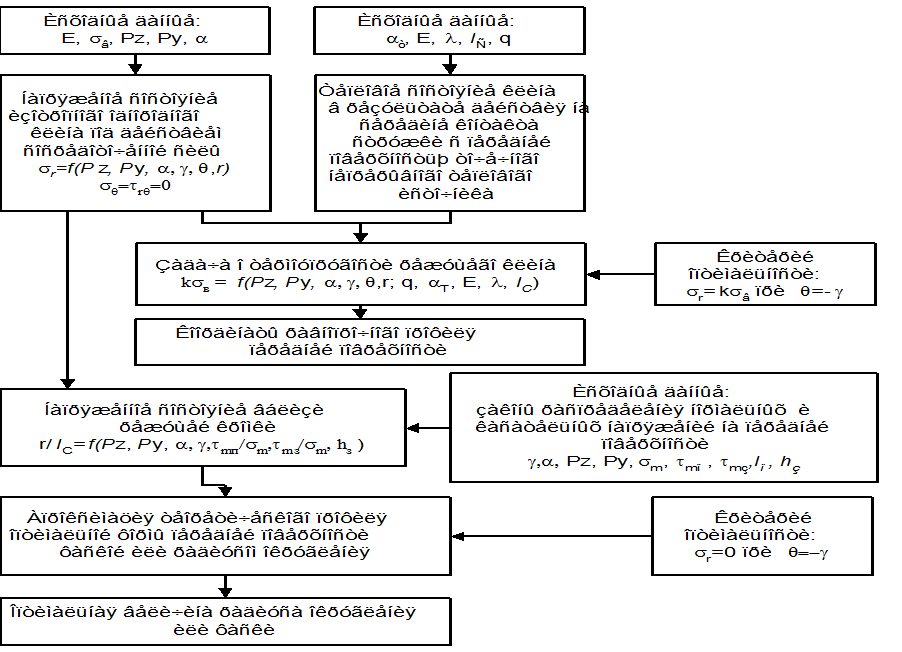
Рисунок 2.13 - Схема оптимизации режима нагружения лезвия и формы передней поверхности |
В этих условиях процесс тангенциального точения, обладающий наиболее широким набором признаков нестационарности, применим в качестве оптимизируемого (рис. 2.11) базового процесса резания (БПР). Путем соответствующего изменения комплекса факторов, обуславливающих нестационарность, можно модель БПР преобразовать в модель практически любого способа механической обработки (рис. 2.12) и оптимизировать его с учетом как условий (например, при резании труднообрабатываемых материалов) реализации того или иного пути совершенствования механической обработки, свойств обрабатываемого и инструментального материалов, так и оптимального режима нагружения лезвий инструмента при этих условиях. Причем, в процессе оптимизации режима нагружения лезвия можно определять его конструктивные и геометрические параметры (рис. 2.13), что позволяет учитывать конструкцию инструмента при оптимизации соответствующего (частного) способа механической обработки.
|
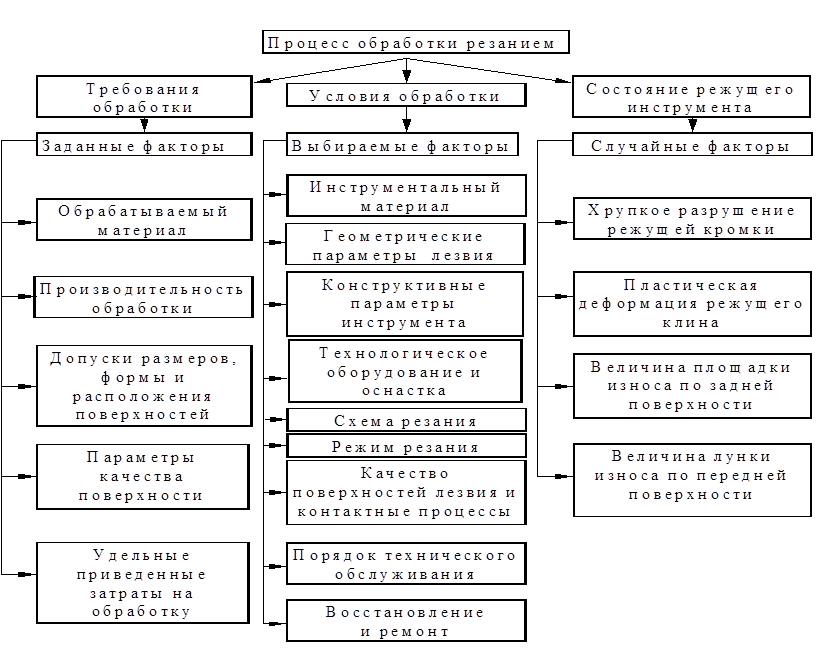
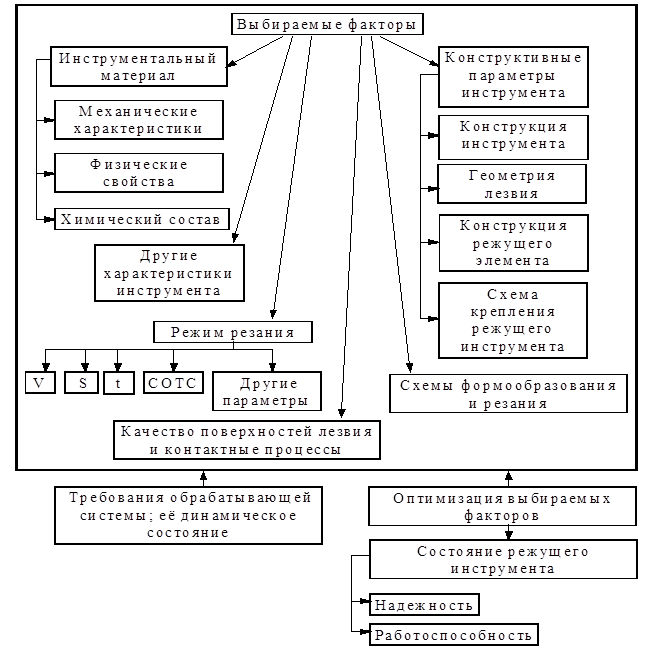
Рисунок 2.14 - Схема взаимосвязи основных факторов, характеризующих процесс резания и определяющих работоспособность инструмента |
В общем случае процесс обработки резанием можно характеризовать совокупностью заданных (требования обработки), выбираемых (условия обработки) и случайных (состояние режущего инструмента) факторов (рис. 2.14). Повышения работоспособности и надежности инструмента, а, следовательно, и обрабатывающей системы, можно добиться оптимизацией выбираемых факторов (рис. 2.15) и в первую очередь: инструментального материала, конструктивных параметров инструмента, схемы резания, режимов резания, качества поверхностей лезвия, контактных процессов. В качестве критерия оптимизации может быть принят тот или иной показатель состояния режущего инструмента, характеризующий его надежность и работоспособность. Оптимизация других выбираемых факторов может осуществляться в том случае, если в результате гарантируется значительный экономический эффект, так как она требует, как правило, длительного времени и больших затрат.
|
Рисунок 2.15 - Схема взаимосвязи факторов, определяющих работоспособность и надежность обрабатывающей системы |
Например, выбор оптимального технологического оборудования, в т.ч. с учетом возможностей реализации на нем того или иного комбинированного метода обработки, или обрабатывающей системы, в которой уже реализован оптимальный (рациональный) для заданного обрабатываемого материала процесс обработки резанием, принятый на основе имеющейся научно-технической информации или собственных исследований. Последнее реализовано в рассматриваемой работе при выборе обрабатывающей системы для попутного тангенциального точения.
При комплексном решении проблемы повышения эффективности обработки труднообрабатываемых материалов (заданный фактор) резанием (обеспечение требований чертежа готовой детали, заданной производительности обработки и удельных приведенных затрат на нее) и повышения надежности и работоспособности инструмента, т.е. увеличения наработки до его отказа (и, в первую очередь, уменьшение вероятности внезапного отказа) за счет обеспечения работоспособного состояния режущего инструмента в процессе резания (случайный фактор) оптимизация выбираемых факторов сводится к поиску и реализации рациональных условий работы инструмента путем регулирования режима нагружения его лезвий на всех стадиях - проектирования, изготовления и эксплуатации - с учетом технологических возможностей обрабатывающей системы (установленной мощности, возможного диапазона изменения подач и скоростей резания, жесткости основных узлов, достигаемой точности и т.п.).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.