|
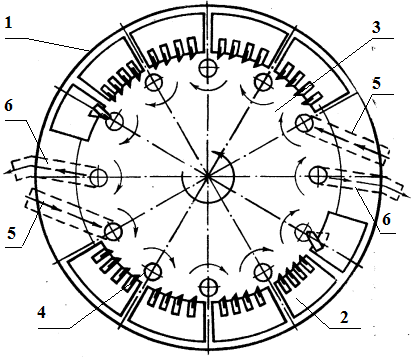
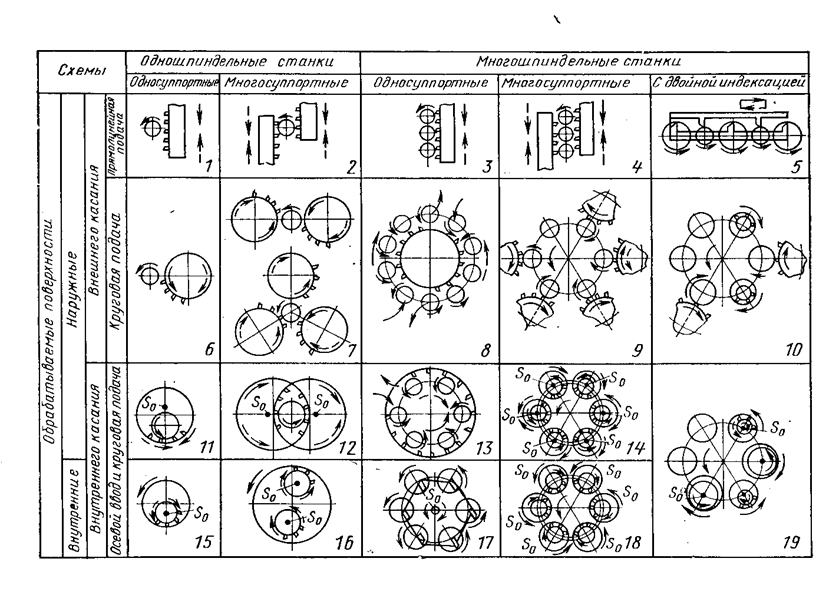
Рисунок 2.23 - Компоновки станков тангенциального точения |
Главными узлами станков являются круговые суппорты и шпиндель, которые расположены в одном корпусе с постоянным межцентровымрасстоянием, что с технологической точки зрения позволяет получить наибольшуюточность и жесткость конструкции.В станках созданы благоприятныеусловия для отводастружки и его обслуживания. Конструкциястанков позволяет осуществлятьего переналадку с одного типа деталей на другой в течении 30...40 мин.
Процесс ТТ в отличие от других видов обработки позволяет реализовать роторный принцип [[xxxiii]] действия станков-автоматов (полуавтоматов) для обработки тел вращения [29, 30, [xxxiv]]. Совмещение рабочих и холостых ходов в машинах непрерывного действия является одним из основных резервов повышения производительности труда в машиностроении. Этот принцип заключается в наличии шпиндельного барабана, при непрерывном вращении которого происходит круговая подача заготовок, закрепленных в рабочих шпинделях, относительно неподвижно установленных на станине инструментальных блоков (рис. 2.23, схема 13). Все это обеспечивает ряд преимуществ станков такого типа по сравнению со станками, работающими по традиционной схеме, а именно: высокая жесткость за счет неподвижного закрепления инструментальных блоков, непрерывность процесса обработки за счет совмещения движений подачи и транспортирования заготовки, одновременной работы нескольких режущих инструментов, отсутствия подвижных суппортов и головок, совмещение черновой и чистовой обработок в одной технологической операции. В итоге на станках достигается высокая точность обработки и производительность.
|
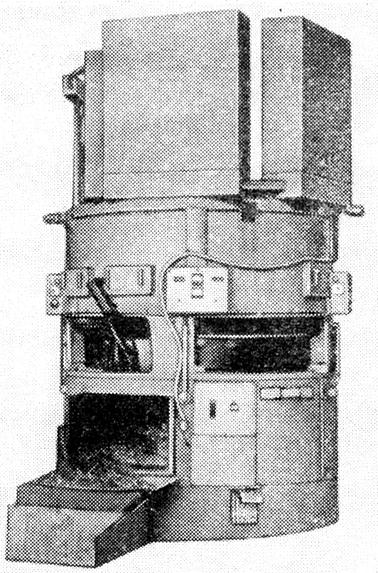
Рисунок 2.24 - Вертикальный 12–ти шпиндельный автомат непрерывного действия мод. КА-350 (а) и его кинематическая схема (б) |
Непрерывность технологического процесса механической обработки успешно реализована в 12-ти шпиндельном автомате попутного точения мод.КА-350 (рис. 2.24, а) конструкции проф. Шаумяна Г.А. (А.С. СССР № 212710), спроектированном под его руководством в СКБМА (г. Киев) и изготовленном в 1972г. на КЗСА имени А.М. Горького [[xxxv]]. Станок предназначен для токарной обработки внутренних колец (Æ 70... 120 мм) шариковых подшипников. Наиболее распространенный в настоящее время технологический процесс изготовления колец шарикоподшипников базируется на применении многошпиндельных токарных автоматов последовательного действия. При этом процесс обработки носит прерывистый характер за счет наличия в рабочем цикле не совмещенных рабочих и холостых ходов.
|
1 – станина; 2 - блоки инструментов; 3 - шпиндельный блок; 4 - шпиндель; 5 - устройство загрузки; 6 – устройство выгрузки Рисунок 2.25 - Компоновка станка мод. КА-350 |
Компоновка автомата непрерывного действия с тангенциальной схемой резания (рис. 2.25) является оригинальной, что позволило отказаться от применения многих традиционных узлов. Неподвижность инструмента создает хорошие предпосылки для его автоматической замены. Автомат легко встраивается в автоматическую линию. Этот станок позволяет существенно повысить производительность многошпиндельных станков - автоматов (в 3-5 раз), применяемых в крупносерийном и массовом производствах. Вертикальная компоновка станка с расположенными в его верхней части приводом и системой управления позволяет значительно уменьшить производственные площади, по сравнению с традиционно применяемыми для обработки аналогичных деталей обрабатывающими системами.
Автомат отличается простотой кинематической схемы (рис. 2.24,б). Привод шпинделей и шпиндельного блока размещен в верхней части станка и осуществляется от электродвигателя через колеса 1, 2 и 3 на коробку сменных шестерен a и b и далее через вал на ведущее колесо 10, зацепляющееся с зубчатым венцом 14 центрального блока, второй венец 11 которого приводит во вращение шпиндель через колеса 15. В позиции загрузки и выгрузки соединение шпинделя с колесом 15 размыкается гидромуфтой. Вращение шпиндельного блока с венцом червячного колеса 17 осуществляется от червяка 16 через червячную передачу 12 и 13, сменные шестерни круговых подач c и d, зубчатые колеса 8, 6, 18, 9 от колеса 4 на валу IV. В приводе вращения шпиндельного блока оригинально предусмотрено предотвращение ударов при попутном направлении силы резания к вращению шпиндельного блока. Червяк 13 является элементом, дозирующим скорость вращения шпиндельного блока до величины, определяемой кинематической цепью круговых подач. В приводе вращения шпиндельного блока предусмотрен обратный ход через зубчатые колеса 4, 9, 5 и 7 и далее по кинематической цепи подач при переключении электромагнитных муфт зубчатых колес 5 и 6.
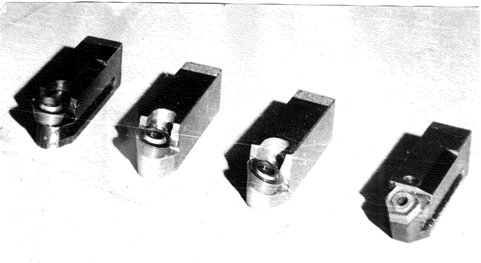
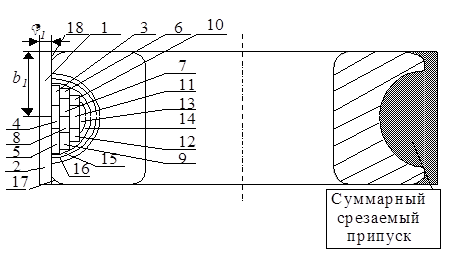
На автомате можно производить одновременную черновую и чистовую обработки наружных поверхностей, торцов, наружных и внутренних фасок коротких тел вращения (Æ120´70). Обработка осуществляется по схеме внутреннего касания с попутной тангенциальной подачей, которая сообщается шпиндельному блоку 17 со шпинделями и закрепленными в них заготовками (рис. 2.24,б). На станке мод. КА - 350 обработка ведется на двух потоках (рис. 2.25), причем на каждом из них одновременно обрабатывается несколько деталей. Режущие инструменты (при обработке внутреннего кольца подшипника 310 на двух потоках – по 36 резцов со сменными неперетачиваемыми пластинками из твердого сплава на каждом) закреплены неподвижно в инструментальных блоках на станине, имеют простую конструкцию (рис. 2.26), кроме последнего (в случае необходимости – фасонного), независимо от вида формируемого профиля. Резцы в инструментальных блоках расположены в соответствии с принятой схемой срезания припуска (например, для наружных цилиндрической и фасонной поверхностей и фасок см. рис. 2.27) по мере перемещения заготовки от зоны загрузки заготовки 5 до зоны выгрузки готовой детали 6.
|
Рисунок 2.26 - Резцы с механическим креплением пластин из твердого сплава для ТТ наружной поверхности и фасок внутреннего кольца шарикоподшипника 310 |
|
Рисунок 2.27 - Схема снятия припуска при обработке внутреннего кольца подшипника на станке КА-350 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 а)
а) 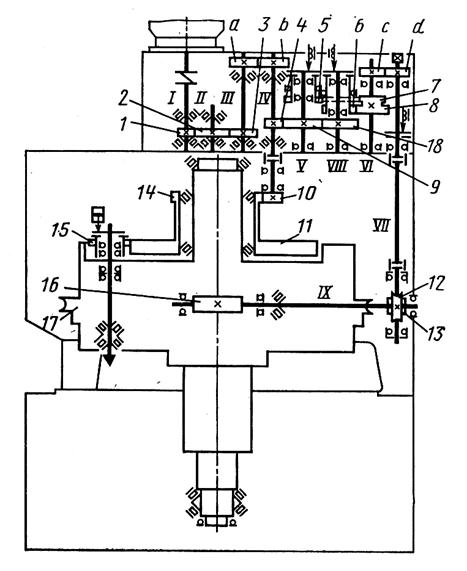 б)
б)