Станок оснащен системами автоматической загрузки и выгрузки деталей без остановки шпиндельного барабана. Автомат имеет рациональную компоновку, удобен в наладке и обслуживании, обеспечивает высокую точность обработки (овальность детали 0.01 – 0.02 мм) при шероховатости обработанной поверхности Ra=0,8-2,0 мкм [162]. Высокая точность и чистота обработки достигается вследствие применения принципа действия, исключающего периодические остановы шпиндельного блока и механизмы фиксации; неподвижно расположенного на станине инструмента, удобного в настройке и подналадке; вследствие высокой жесткости станка, меньших сил резания и отсутствия пиковых нагрузок по циклу обработки. При этом необходимо иметь в виду, что при обработке на станке КА-350 точность формы в значительной мере зависит не только от кинематики ТТ и режима резания, но и от конструктивных параметров обрабатывающей системы и размеров детали – радиуса обработки и радиуса расположения шпинделей [84, [xxxvi]]. Увеличение числа потоков обработки и применение групповой технологии даже при неизменных режимах резания (независимо от свойств обрабатываемого материала) позволяет повысить (пропорционально) цикловую производительность и значительно расширить номенклатуру деталей [[xxxvii], [xxxviii]], обрабатываемых на станках, которые дают возможность эффективной реализации экологически чистых технологий механической обработки резанием [53].
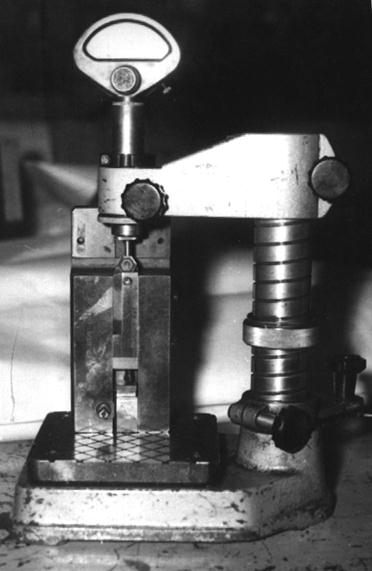
Резцы выставляются на требуемый размер вне станка (рис. 2.28). Конструкция резцовых блоков и их крепление к станине позволяют производить их смену в собранном виде.
|
Рисунок 2.28 - Устройство для настройки резцов вне станка |
Анализ имеющейся в технической литературе информации о проблемах практической реализации тангенциального точения свидетельствует о том, что сформированной на основе эксперимента базы данных оказалось вполне достаточно для создания и проектирования прогрессивных высокопроизводительных обрабатывающих систем с тангенциальной схемой резания. Однако в реальных производственных условиях из-за малой стойкости инструментов и чрезмерной дифференциации припуска [[xxxix]], приводящей к увеличению их числа, низкая эффективность и надежность этих станков, обусловленная необходимостью частых остановок для замены, наладок и подналадок вышедших из строя инструментов, не позволила этому прогрессивному оборудованию стать серьезной альтернативой традиционно применяемому. В первую очередь, такая ситуация связана с недостаточной изученностью собственно процесса тангенциального резания, отличающегося явно выраженной нестционарностью (рис. 2.12), которая практически полностью исключает возможность использования как моделей процесса резания, так и большинства методов его исследования, даже хорошо разработанных для традиционных схем формообразования. В результате в металлообработке сложилась такая ситуация, когда внедрение в производство прогрессивного высокопроизводительного оборудования, которое бы могло значительно ускорить процесс использования новых конструкционных материалов с особыми свойствами, в том числе существенно ухудшающими их обрабатываемость, и создания на этой основе конкурентно способной продукции, резко «затормозилось», а в некоторых случаях даже полностью было приостановлено. Так случилось со станками-автоматами непрерывного действия, работы по созданию, проектированию и внедрению в производство которых - несмотря на их существенное преимущество над станками – автоматами последовательного действия (более высокая жесткость ТС, непрерывность обработки, кратковременность контакта режущего инструмента с заготовкой, применение более жестких режимов резания, возможность совмещения в одном проходе черновой и чистовой обработок, достижение высокой производительности автомата в сочетании с обеспечением высокого качества обрабатываемой детали и др.)- на территории бывшего СССР были прекращены. Этому в значительной мере способствовало и то обстоятельство, что при сдаче на КЗСА им. А.М. Горького станка- автомата мод. КА-350 Государственной межведомственной комиссии (КЗСА, МВТУ, ВНИИИ, ВНИПП, ГПЗ-1, ЭНИМС) кроме низкой стойкости инструмента, были отмечены и другие существенные недостатки (протокол испытаний[2] [167]), в том числе:
1. Внезапные отказы резцов вследствие разрушения их режущей части в виде выкрашиваний и сколов. В процессе наблюдений установлено, что деталь при обработке практически не изменяет своей средней температуры, в то время как температура стружки и контактных площадок инструмента значительна. Этот факт указывает на преобладающие тепловые потоки в стружку и инструмент. Кроме того, в ходе наших экспериментов было доказано, что применение СОТС нежелательно для процесса скоростного ТТ, т.к. вызывает значительное снижение стойкости инструмента из-за интенсивного механического разрушения режущего клина, сколов и выкрашиваний режущей кромки. Этот факт позволил выдвинуть гипотезу о наличии большого градиента температур и, как следствие, значительных термических напряжений в РЧИ и при циклическом действии эти явления приводят к появлению трещин и разрушению. На рисунке 2.29 представлены фотографии РК твердосплавных пластин (Т15К6), имеющих характерные сколы, наблюдавшиеся уже после обработки нескольких деталей (5-10 шт.) при испытаниях станка мод. КА-350.
|
Рисунок 2.29 - Характерное разрушение твердосплавных пластин (Т15К6) в условиях ТТ с СОЖ |
Было установлено, что выкрашивание проявляется в отделении мелких частиц режущего клина около главной режущей кромки и чаще всего связано с поверхностными дефектами инструментального материала, неоднородностью микроструктуры и остаточными напряжениями. Выкрашивание мало зависит от режимов обработки и наблюдается даже при очень малых толщинах срезаемого слоя. Хрупкое разрушение (сколы) происходит под действием наибольших растягивающих напряжений и является следствием зарождения и развития трещин в результате силового и теплового воздействия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.