В тоже время при цилиндрическом фрезеровании:
 , (2.24)
, (2.24)
 , (2.25)
, (2.25)
 , (2.26)
, (2.26)
|
Таблица 2.2 - Сравнение процесса ТТ с процессами цилиндрического фрезерования и круглого шлифования при практически применяемых режимах резания
|
![]() ,
(.2.27)
,
(.2.27)
где ![]() -
угол контакта зуба,
-
угол контакта зуба, ![]() - время обработки.
- время обработки.
Сравнивая формулы (2.21) и (2.24) замечаем, что суммарная
длина резания одним лезвием при ТТ и фрезеровании с точностью до постоянной
второго порядка малости одинакова. Более того, суммарное время контакта также
одинаково (см. формулы (2.22) и (2.26)). Отличие состоит лишь в том, что при
фрезеровании лезвие зуба подвергается действию ![]() циклов
нагружения, а при ТТ только одного. Кроме того, суммарное время обработки при
фрезеровании
циклов
нагружения, а при ТТ только одного. Кроме того, суммарное время обработки при
фрезеровании ![]() значительно больше времени обработки
при ТТ
значительно больше времени обработки
при ТТ ![]() .
.
Например, при ПТТ с режимом ![]() мм,
мм,
![]() об/мин;
об/мин; ![]() мм/об;
мм/об;
![]() мм;
мм; ![]() мм
теоретическая длительность части цикла «резание» равна
мм
теоретическая длительность части цикла «резание» равна ![]() с,
а длина пути резания составляет около
с,
а длина пути резания составляет около ![]() м.
При съеме того же объема материала при цилиндрическом фрезеровании фрезой
диаметром
м.
При съеме того же объема материала при цилиндрическом фрезеровании фрезой
диаметром ![]() мм при частоте вращения шпинделя
мм при частоте вращения шпинделя ![]() об/мин, подаче
об/мин, подаче ![]() мм/об и глубине резания
мм/об и глубине резания ![]() мм время обработки составляет
мм время обработки составляет ![]() с, а длина пути резания одного зуба
также
с, а длина пути резания одного зуба
также ![]() м. При этом лезвие испытывает один
цикл нагружения, а зуб 314 циклов нагружения длительностью по 0.0019 с, что в
сумме также составляет 0.6 с.
м. При этом лезвие испытывает один
цикл нагружения, а зуб 314 циклов нагружения длительностью по 0.0019 с, что в
сумме также составляет 0.6 с.
Во всех рассматриваемых процессах толщина среза является
переменной в течение части цикла резание. Однако при фрезеровании толщина среза
изменяется монотонно от нуля до максимума или от максимума до нуля по закону
синусоиды при величине максимальной толщины среза в ![]() раз
большей, чем величина максимальной толщины среза при ТТ, т.е.:
раз
большей, чем величина максимальной толщины среза при ТТ, т.е.:
![]()
 , (
.2.28)
, (
.2.28)
![]() , (
.2.29)
, (
.2.29)
поэтому
![]() (
.2.30)
(
.2.30)
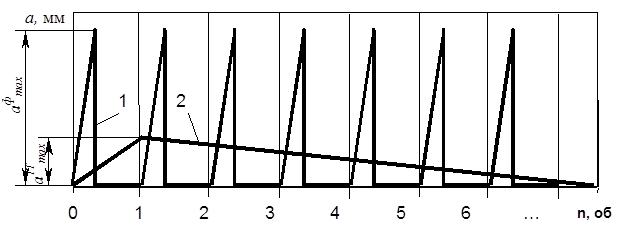
Это соотношение наглядно иллюстрируется рисунком 2.36. Хорошо видно, что максимальная толщина среза при фрезеровании превышает
максимальную толщину среза при ТТ в z раз и достигается по отношению к лезвию
одного зуба не один, как при ТТ, а ![]() раз.
Следовательно, лезвие зуба фрезы, казалось бы, при прочих равных условиях
находится в более тяжелых условиях как силового, так и температурного нагружения,
чем лезвие, работающее в условиях ТТ. Однако необходимо учитывать, что малый
удельный вес участков проскальзывания и значительное число циклов способствуют
снижению температурных и механических напряжений в режущем лезвии и, следовательно,
более высокой его стойкости.
раз.
Следовательно, лезвие зуба фрезы, казалось бы, при прочих равных условиях
находится в более тяжелых условиях как силового, так и температурного нагружения,
чем лезвие, работающее в условиях ТТ. Однако необходимо учитывать, что малый
удельный вес участков проскальзывания и значительное число циклов способствуют
снижению температурных и механических напряжений в режущем лезвии и, следовательно,
более высокой его стойкости.
|
Рисунок 2.36 - Изменение толщины среза при фрезеровании (1) и ПТТ (2) |
При круглом наружном шлифовании в условиях ![]() закон изменения толщины среза
аналогичен закону изменения толщины среза при ТТ, однако максимальная толщина
среза, как правило, значительно меньше ее величины при ТТ, что позволяет
считать ТТ аналогичным процессу шлифования на участках начала и конца части
цикла «резание».
закон изменения толщины среза
аналогичен закону изменения толщины среза при ТТ, однако максимальная толщина
среза, как правило, значительно меньше ее величины при ТТ, что позволяет
считать ТТ аналогичным процессу шлифования на участках начала и конца части
цикла «резание».
Интересно отметить, что для всех сравниваемых процессов характерно наличие участков проскальзывания в течение цикла обработки, хотя по-видимому только при ТТ они имеют наибольший удельный вес в цикле обработки. Важно отметить, что из всех рассматриваемых процессов только при попутном ТТ с прямолинейной подачей значительно изменяются кинематические углы лезвия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.