С точки зрения характера протекания тепловых процессов наиболее близким к процессу ТТ является процесс фрезерования, при котором применяются те же инструментальные материалы, что и при ТТ, аналогично протекают процессы стружкообразования и износа. В то же время процесс ТТ существенно отличается от процесса шлифования, где теплопроводность инструментального материала меньше теплопроводности обрабатываемого материала при абразивном шлифовании или значительно больше при алмазном шлифовании, в то время как при ТТ эти величины примерно равны. Таким образом, учитывая особенности закона изменения толщины среза при ТТ (малая толщина среза в начале и конце цикла обработки и большая в середине) можно говорить, что процесс ТТ сходен с процессами шлифования и фрезерования. Следовательно, для изучения процесса ТТ может быть применен математический аппарат, разработанный для этих процессов с учетом различий между ними, в частности и то, что при фрезеровании и шлифовании V=const, a при ТТ V=var.
Очевидно, что аналитическая модель ТТ может успешно использоваться для прогнозирования и оптимизации условий шлифования, фрезерования и др. видов прерывистой обработки, которые характеризуется периодическим чередованием рабочего хода лезвия (собственно резание) с холостым (рис. 2.33), что приводит к циклическому воздействию механических и тепловых нагрузок как на режущий клин и рабочие участки (lg, la) его поверхностей Аg и Аa, так и на инструмент в целом. Аналогичное воздействие нагрузок на инструмент имеет место и при неравномерном (с переменным припуском) резании.
|
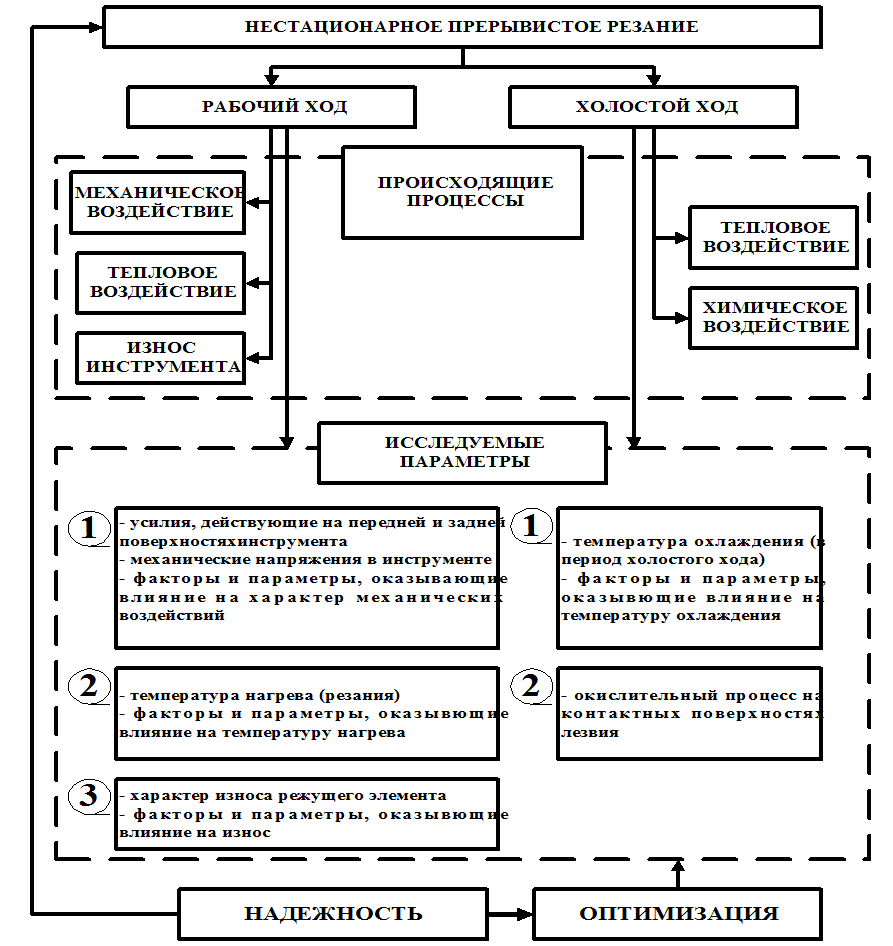
Рисунок 2.37 - Основные параметры прерывистого резания, определяющие надежность работы инструмента |
Поэтому одной из основных причин повышенного износа
инструмента в условиях прерывистого или неравномерного резания, особенно при
обработке труднообрабатываемых материалов, является усталостное разрушение
лезвия под действием циклических динамических и тепловых нагрузок [73, [xli],
[xlii],
[xliii]
и др.], обусловленных прежде всего переменными значениям параметров режима
резания (площади среза и скорости резания) и значительными ударными нагрузками
как при врезании инструмента в момент встречи точек передней поверхности ![]() с поверхностью входа Пвх
(рис. 2.33), так и при выходе лезвия из контакта со срезаемым слоем в конце
рабочего хода (зона поверхности Пвых) со стороны задней поверхности Аa. Действие циклических
динамических и тепловых нагрузок проявляется в механическом разрушении режущей
кромки, а при l£0 в первую очередь ее наиболее слабого места - вершины лезвия.
с поверхностью входа Пвх
(рис. 2.33), так и при выходе лезвия из контакта со срезаемым слоем в конце
рабочего хода (зона поверхности Пвых) со стороны задней поверхности Аa. Действие циклических
динамических и тепловых нагрузок проявляется в механическом разрушении режущей
кромки, а при l£0 в первую очередь ее наиболее слабого места - вершины лезвия.
Надежность режущего инструмента при прерывистом резании определяется не только процессами, происходящими во время рабочего хода (механическое и тепловое воздействие), но и тепловым и химическим воздействием во время холостого хода (рис. 2.37). Поэтому исследуемыми параметрами во время рабочего хода являются усилия, воздействующие на рабочие поверхности лезвия, и напряжения в нем, температура нагрева инструмента и характер износа режущего клина, а во время холостого хода – температура и скорость охлаждения системы резания и окислительные процессы на передней и задней поверхностях лезвия. Важными факторами и параметрами, оказывающими существенное влияние на усилия, температуру нагрева и охлаждения, характер износа инструмента и уровень химического воздействия в отличие от стационарных процессов резания являются условия входа лезвия в контакт со срезаемым слоем и выхода из него, а так же соотношение времен рабочего и холостого ходов, которое можно оценить коэффициентом прерывистости обрабатываемой поверхности (см. разд.3.10). Кроме того, при неравномерном и прерывистом резании значительно возрастает вероятность хрупкого разрушения режущей кромки или вершины лезвия (внезапный отказ) вследствие увеличения уровня возникающих вибраций, связанных с вынужденными колебаниями.
Выводы
1. Независимо от вида обработки всегда можно выделить 3 уровня возникновения нестационарности ПР (производственно-технологический, входные факторы ПР, внутренние параметры СР), которая определяет характер явлений, их взаимосвязь и взаимовлияние в системе резания и в результате его выходные параметры. Без учета нестационарности процессов в системе резания в их взаимосвязи с факторами первого и второго уровней невозможно решение проблемы достаточно точного, универсального и надежного математического описания закономерностей процесса резания и эффективного использования ЭВМ для определения оптимальных условий того или иного способа механической обработки с минимальными временными, трудовыми и материальными затратами.
2. Увеличение ресурса работы инструмента при заданных первичных параметрах (обрабатываемый материал, тип инструмента, припуск на обработку, требуемая точность размера, станок и приспособление) возможно путем регулирования режима нагружения контактных поверхностей лезвия на всех стадиях жизненного цикла инструмента (проектирование, изготовление, эксплуатация), т.е. изменением кинематики резания, динамического состояния системы (силы и мощности резания, жесткости элементов системы), теплонапряженности процесса и условий взаимодействия лезвия со стружкой и заготовкой (трения, величины нормальных и касательных напряжений на рабочих поверхностях, адгезионных и диффузионных процессов). При этом условия рациональной обработки резанием в первую очередь определяются снижением интенсивности изнашивания контактных поверхностей лезвия, уменьшением вероятности выкрашивания режущих кромок и поломок инструмента, уровнем возникающих в системе вибраций.
3. Проведенный анализ показал, что уже на стадии проектирования инструмента изменением геометрии лезвия (g, a, j, j1, l, r, rв, формы передней и задней поверхностей и др.) и конструкции инструмента (количества лезвий и режущих кромок, их расположения, схемы крепления и др.) можно предусмотреть такие конструктивные, технологические и другие решения, которые обеспечивают снижение отрицательной роли нестационарности за счет минимизации энергозатрат на деформацию и разрушение срезаемого слоя, преодоление сил трения, изменение теплового и динамического состояния системы при обработке материалов с соответствующим комплексом свойств, ухудшающих обрабатываемость, уменьшают износ инструмента, обеспечивают требуемые выходные показатели процесса (качество поверхности, себестоимость обработки, ресурс инструмента и др.) путем регулирования, режима нагружения лезвий, т.е. благоприятным изменением давлений на контактных поверхностях, времени контакта и динамичности нагружения лезвий и инструмента в целом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.