РАЗРАБОТКА КОНЦЕПЦИИ БАЗОВОГО МОДЕЛИРОВАНИЯ нестационарных ПРОЦЕССОВ РЕЗАНИЯ
Известно, что процесс резания представляет собой сложную совокупность явлений, определяемых большим количеством факторов. В общем случае большинство из них может изменяться во времени. Но даже изменение из всей совокупности хотя бы одного фактора, как правило, приводит к нестационарности всего процесса обработки, что существенно затрудняет как его анализ, так и управление процедурой поиска оптимальных условий его практической реализации. Поэтому для успешного решения поставленной задачи, заключающейся в разработке более достоверной и относительно менее громоздкой модели процесса резания, необходима систематизация всех факторов, определяющих как нестационарность процесса, так и его выходные параметры (силы R и мощность W резания, качество обработанной поверхности Кч, точность формы и размеров Тч, производительность Пр, прочность Пи и стойкость Си инструмента, экономические показатели Эк и др.).
1.1 Классификация факторов, определяющих нестационарность процессов резания
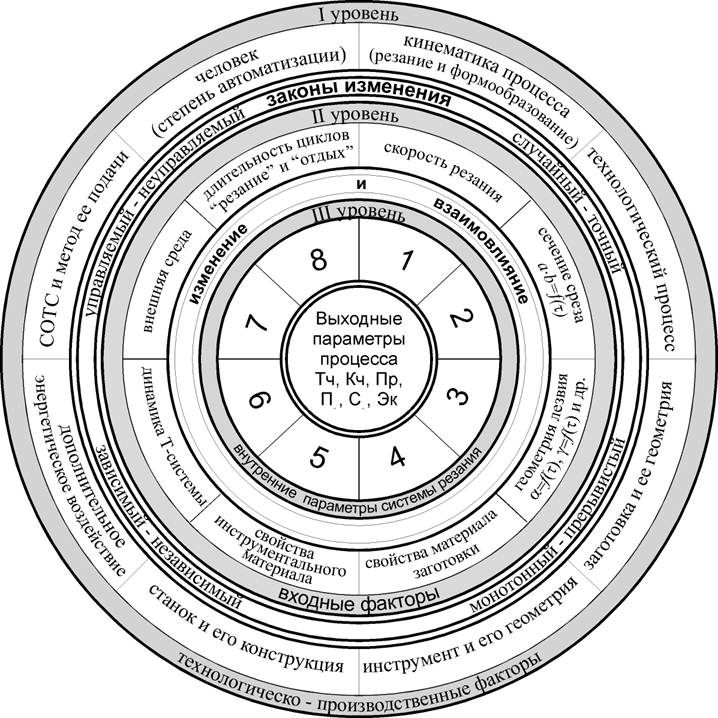
Для лучшего понимания характера влияния различных факторов на процесс резания можно выделить три их уровня (рис. 2.1).
Первый уровень – производственно-технологический. На этом уровне расположены факторы, которые непосредственно задаются технологом и реализуются рабочим на конкретной операции. При проектировании технологической операции обработки конкретной поверхности выбираются кинематика формообразования и резания, обеспечивающие получение заданной поверхности; заготовка, инструмент и станок с соответствующей оснасткой; составляется схема снятия припуска и метод подачи заготовок, выбирается СОТС и метод ее подачи, а также дополнительное энергетическое воздействие на срезаемый слой и инструмент (в случае необходимости). Составленный ТП должен быть реализован на конкретном рабочем месте с заданной степенью автоматизации.
Вся совокупность указанных факторов определяет характер возможных изменений факторов второго уровня – непосредственно входных факторов процесса (системы) резания. В некоторых случаях (даже несмотря на относительную стационарность технологических параметров, задаваемых станку) в зависимости от
|
Рисунок 2.1 - Классификация факторов, определяющих нестационарность процесса резания |
принятых схем резания и формообразования; состояния заготовки и ее геометрии; точности инструмента и его траектории в процессе резания; точности базирования, установки и закрепления заготовки и инструмента (человеческий фактор) многие факторы второго уровня (скорость резания, параметры сечения среза, свойства обрабатываемого и инструментального материалов, динамическое состояние системы и др.) при выполнении технологической операции могут существенно изменяться с вполне определенной или случайной закономерностями.
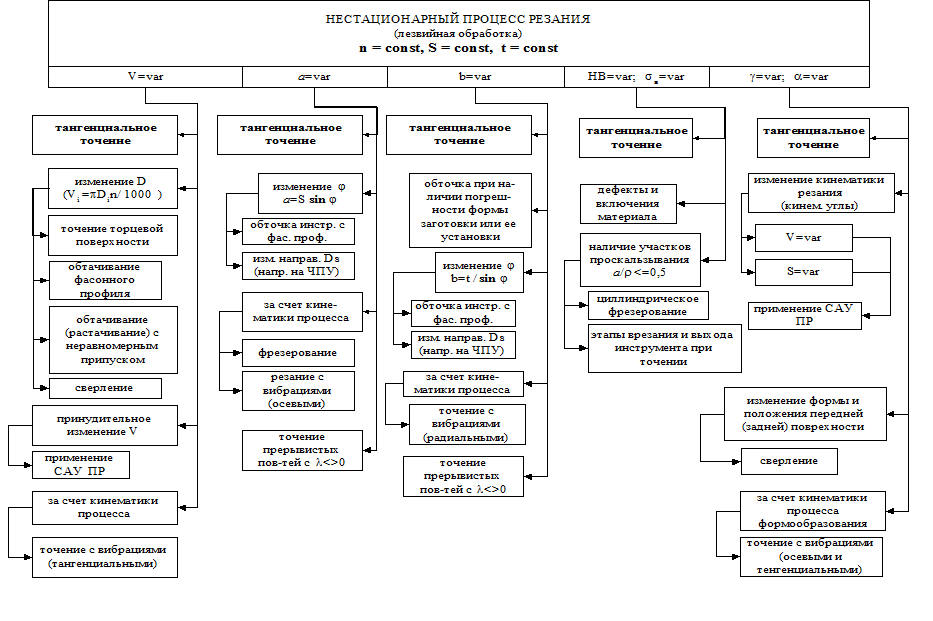
Например, при тангенциальном точении с n=const, S=const, t(D)=const (рис. 2.2) имеет место постоянное, обусловленное кинематикой процесса, изменение во времени скорости резания V, толщины a и ширины b (при l¹0) среза, твердости HB и прочности sв материала срезаемого слоя, переднего g и заднего a углов лезвия. Причем, если скорость резания изменяется прямо пропорционально непрерывному изменению диаметра обрабатываемой поверхности, g уменьшается, а a увеличивается в соответствии с изменением положения статической системы координат, то толщина среза на первом обороте заготовки увеличивается от 0 до максимального значения (теоретический закон [[i]]) и на последующих оборотах снова уменьшается до 0.
В общем случае можно выделить следующие свойства соответствующего закона изменения того или иного фактора, который может носить, как уже отмечено, возрастающий, убывающий или циклический характер.
|
Рисунок 2.2 - Примеры практической реализации нестационарных процессов резания |
1 – точный или случайный. Здесь имеется ввиду то, что фактор может изменяться по заранее известному закону или случайно. Так, например, если законы изменения скорости резания от диаметра обрабатываемой поверхности (точение) и инструмента (фрезерование), положения рассматриваемой точки на режущей кромке в главном вращательном движении резания (сверление) или положения режущей кромки относительно оси этого движения (точение торцевой поверхности), изменения толщины и ширины среза от t, S (соответственно) и j являются вполне определенными (см. рис. 2.2), то при точении заготовок с неравномерным припуском (например, литье в землю) скорость резания в процессе обработки изменяется случайным образом. При наличии вибраций толщина среза так же изменяется случайным образом, хотя и подчиняется определенному закону распределения. Закон изменения твердости и прочности материала срезаемого слоя в процессе обработки при тангенциальном точении скорее носит случайный характер и обуславливается как уровнем деформаций в зоне стружкообразования, зависящими от мгновенного значения скорости резания и толщины среза, так и значениями величин участков проскальзывания в начале и конце цикла обработки [[ii], [iii], [iv]].
2 – монотонный или прерывистый. Здесь подразумевается, что закон изменения фактора может быть как непрерывным, так и иметь разрывы. Изменение скорости резания, толщины среза и углов лезвия при тангенциальном точении является непрерывным. При обработке прерывистых поверхностей («резание-отдых»), закон изменения толщины среза имеет точки разрыва. Аналогично при обработке поверхности из разнородных материалов, когда в законе изменения механических свойств обрабатываемого материала имеются точки, в которых эти свойства изменяются скачкообразно [[v]].
3 – зависимый или независимый. Это свойство характеризует зависимость конкретного фактора второго уровня от количества факторов первого уровня, определяющих его. Так, параметры среза будут зависеть не только от выбранной кинематики резания, но и от размеров и состояния обрабатываемой поверхности на заготовке, схемы базирования и т.д. Более того, свойства поверхности заготовки могут определяться не только предыдущими операциями, но и кинематикой текущей операции (например, через упрочнение на предыдущих оборотах при тангенциальном точении). С другой стороны, свойства инструментального материала (с учетом их температурных изменений) практически не зависят от факторов первого уровня и определяются, в первую очередь, свойствами выбранного инструментального материала и характером изменения факторов второго уровня. Толщина среза не зависит от степени автоматизации процесса обработки, метода подвода СОТС и т.п.
4 – управляемый или неуправляемый. Это свойство характеризует возможность непосредственного влияния факторов первого уровня на законы изменения факторов второго уровня. Так, например, можно подбирать геометрию лезвия инструмента, инструментальный материал, внешнюю среду, но невозможно выбирать материал заготовки, его свойства и законы их распределения (задаются конструктором). Вместе с тем, путем введения в зону контакта инструмента с заготовкой управляемого дополнительного энергетического воздействия (теплового, химического, электрического) можно существенно изменять свойства материала срезаемого слоя, а, следовательно, и выходные параметры процесса резания [[vi]].
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.