При этом условия рациональной обработки резанием в первую очередь будут определяться снижением интенсивности изнашивания контактных поверхностей лезвия, уменьшением вероятности выкрашивания режущих кромок и поломок инструмента, уровнем возникающих в системе вибраций (рис. 1.4).
|
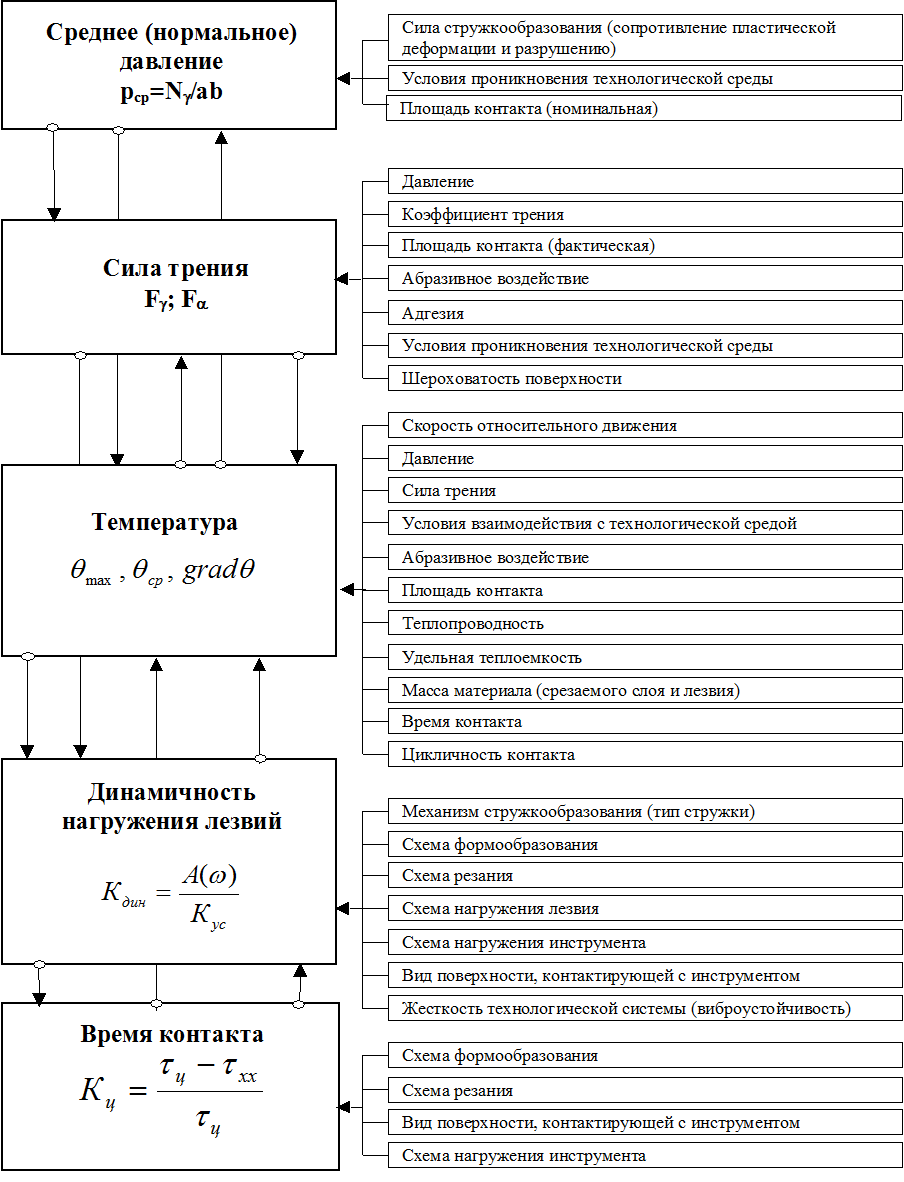
Рисунок 2.3 - Элементы режима нагружения лезвия и параметры его регулирования |
Следовательно, основным путем повышения степени интенсификации и экономичности процесса обработки резанием материала с определенным комплексом свойств на соответствующей технологической операции является повышение работоспособности инструмента, т.е. увеличение его ресурса, что можно достигнуть при обработке резанием, реализуя регулированием режима нагружения его лезвий на стадиях проектирования, изготовления и эксплуатации условия рациональной работы инструмента (см. рис. 1.4), направленные на благоприятное изменение свойств их рабочих поверхностей и режущих кромок, характера деформирования и разрушения срезаемого слоя, силового, теплового и физико-химического взаимодействия инструмента с заготовкой и стружкой, динамического состояния технологической системы в зависимости от комплекса факторов, ухудшающих обрабатываемость материала. Задача заключается в подборе и создании таких условий контактирования рабочих поверхностей лезвия с заготовкой и стружкой (при заданных обрабатываемом и инструментальном материалах) за счет регулирования прочих параметров, чтобы износ инструмента был по возможности наименьшим, а показатели функционирования обрабатывающей системы (качество обработанной поверхности, производительность и экономичность обработки и др.) соответствовали поставленным требованиям. Решение этой задачи затруднено тем обстоятельством, что обрабатываемый материал, будучи одним из элементов трущихся пар, как правило, приводится в местах взаимодействия с инструментом в пластическое состояние, что существенно изменяет как фактическую площадь контакта, так и физическую и физико-химико-механическую природу трения и изнашивания.
|
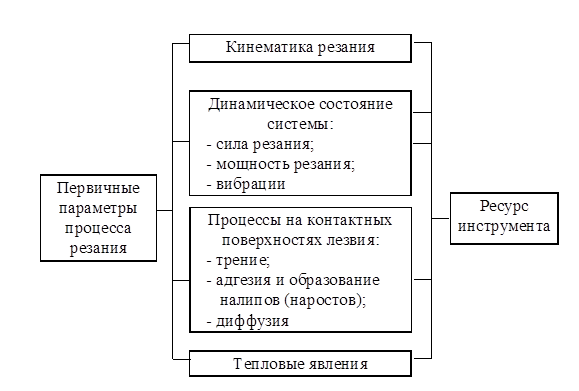
Рисунок 2.4 - Схема взаимосвязи между первичными параметрами обработки и ресурсом инструмента |
Все элементы режима нагружения взаимосвязаны и
взаимообусловлены. Например, величина среднего давления (рср=Ng/ab, где Ng-нормальная составляющая силы R
стружкообразования на передней поверхности (см.рис. 1.12)) влияет на силу трения (на передней Аg и задней Аa поверхностях), уровень
температуры (![]() ) и характер ее изменения (
) и характер ее изменения (![]() ). В свою очередь, силы трения
и стружкообразования определяют динамичность нагружения лезвий (Кдин-
динамическая характеристика системы, Кус=Dy/DР
-статическая характеристика), т.е. характер (циклический) изменения нормальных
и касательных напряжений на контактных поверхностях во времени в зависимости от
амплитуды А и частоты w
колебаний. Температура и динамичность нагружения в значительной мере
определяются характером изменения времени контакта лезвия со срезаемым слоем
(непрерывный –Кц=1,0; прерывистый - 0<Кц<1,0),
зависящим от схемы формообразования, конструкции заготовки и инструмента и др.
). В свою очередь, силы трения
и стружкообразования определяют динамичность нагружения лезвий (Кдин-
динамическая характеристика системы, Кус=Dy/DР
-статическая характеристика), т.е. характер (циклический) изменения нормальных
и касательных напряжений на контактных поверхностях во времени в зависимости от
амплитуды А и частоты w
колебаний. Температура и динамичность нагружения в значительной мере
определяются характером изменения времени контакта лезвия со срезаемым слоем
(непрерывный –Кц=1,0; прерывистый - 0<Кц<1,0),
зависящим от схемы формообразования, конструкции заготовки и инструмента и др.
Условиями обработки резанием можно управлять, изменяя параметры режима нагружения рабочих поверхностей и режущих кромок: силу стружкообразования, номинальную и фактическую площади контакта, коэффициент трения, адгезионные и диффузионные процессы, теплофизические характеристики инструментального материала, условия проникновения в зону стружкообразования и на контактные поверхности технологической среды и др. Например, на стадии проектирования инструмента путем изменения геометрических параметров лезвия, их количества и расположения, в зависимости от принятых схем формообразования и резания, можно изменять условия нагружения лезвия (уменьшать нормальное давление, поддерживать температуру на оптимальном уровне, уменьшать или увеличивать время контакта и т.п.) и существенно уменьшать как интенсивность изнашивания его рабочих поверхностей, так и степень механического разрушения режущих кромок и вероятность поломок инструмента [95].
Если учесть то обстоятельство, что режим резания и свойства технологической среды можно изменять оперативно на стадии эксплуатации инструмента и даже в процессе обработки (адаптивные системы управления процессом резания по величине силы резания, интенсивности изнашивания, качеству поверхности и др.), изменение свойств инструментального материала – на стадиях проектирования и изготовления, то изменение геометрических и конструктивных параметров лезвия и инструмента возможно только на стадии его проектирования.
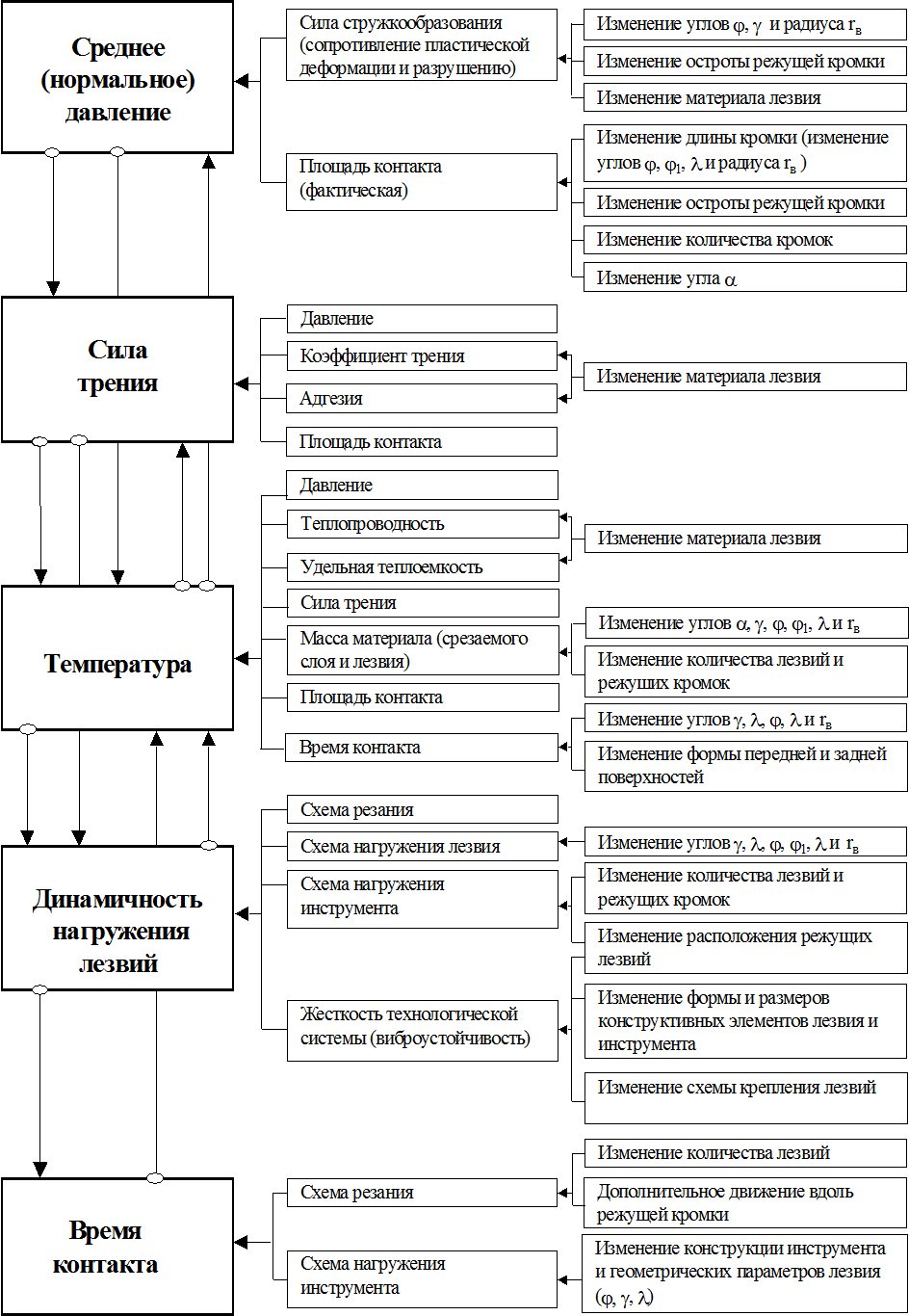
Поэтому уже на этой стадии жизненного цикла инструмента изменением свойств инструментального материала (прочности, твердости, теплопроводности и удельной теплоемкости, фрикционных и адгезионных свойств, химического состава и др.), геометрии лезвия (g, a, j, j1, l, r, rв, формы передней и задней поверхностей и др.) и конструкции инструмента (количества и схемы расположения лезвий на корпусе, схемы базирования и конструкции крепления режущих элементов и лезвия, конструкции элементов базирования и закрепления инструмента на станке и др.) можно изменять параметры регулирования режима нагружения лезвия (силу стружкообразования, площадь контакта лезвия со стружкой и поверхностями на заготовке, коэффициент трения, степень адгезии, теплопроводность и теплоемкость элементов системы, схемы резания и нагружения инструмента и др.), а, следовательно, в значительной мере обуславливать оптимальное сочетание элементов регулирования режима нагружения лезвия(среднего нормального давления, силы трения, времени контакта, температурного и динамического состояния лезвия) в соответствии с требованиями обработки материала с заданным комплексом свойств (рис. 2.5).
|
Рисунок 2.5 - Элементы и параметры регулирования режима нагружения лезвия и методы повышения ресурса инструмента на стадии его проектирования |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.