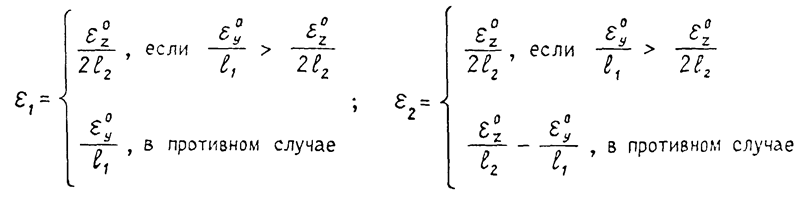
Если ввести обозначения

и предположить наиболее неблагоприятное сочетание для jj , то получаем ограничения на погрешность позиционирования:
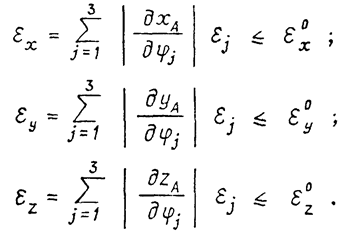 (4)
(4)
Конкретно для рассматриваемой схемы имеем
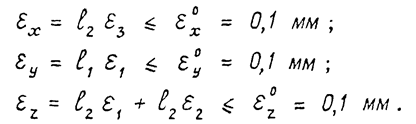 (5)
(5)
Считая в первом приближении стоимости обеспечения единичных точностей равноценными, будем разыскивать минимум функции стоимости изготовления МС:
 (6)
(6)
Таким образом, необходимо найти решение задачи выпуклого программирования для функции качества (6) с ограничениями на погрешность позиционирования (5) и естественными ограничениями положительной определенности параметров ej:
![]() (7)
(7)
В соотношениях (5) погрешность e3, с погрешностями e1и e2 не связана. Поэтому из задачи (5)...(7) можно выделить две независимых части:
 (8)
(8)
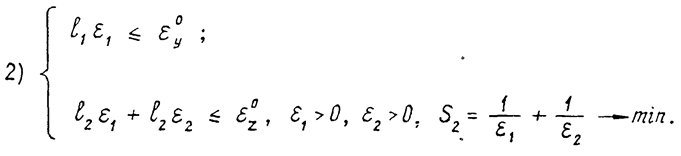 (9)
(9)
Задача в постановке (8) имеет простое решение:
e3=eх0/l2=0,1/300=0,00033(рад)
Для решения задачи (9) изобразим область допустимых решений в плоскости e1e2 (рис.3).
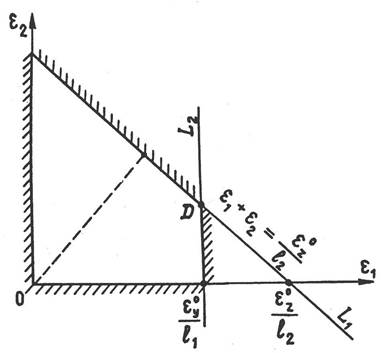
Рис.3. Область допустимых значений при точностном синтезе
Поскольку решение задачи может располагаться только на границе, то для его отыскания аналитическим способом следует:
1) последовательно рассмотреть поведение функции S2 на каждой границе L1, L2 (исключая границы ej= 0);
2) найти минимумы S2 на этих границах в пределах отрезков, заключенных между точками пересечения прямых L1, L2 с осями координат и точкой D;
3) сравнить минимумы между собой и выбрать предпочтительное решение.
В результате выполнения этих операций получаем:
откуда
e1= 0,00017 рад; e2 = 0,00017 рад.
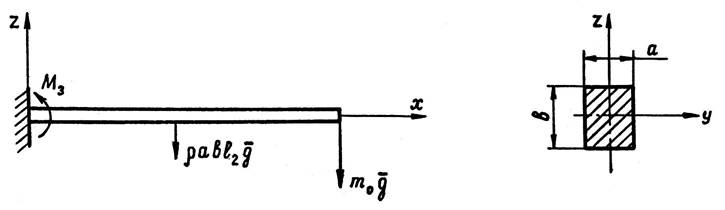
Дадим теперь приближенную оценку жесткостных параметров наиболее ответственных узлов конструкции робота «Ритм-01.01». Параметры сечения руки с массой груза на конце т0 = 0,1 кг определим по схеме на рис.4а, полагая для простоты руку однородной и прямолинейной, а силу тяжести звена сосредоточенной в его центре.
а)
б) в)
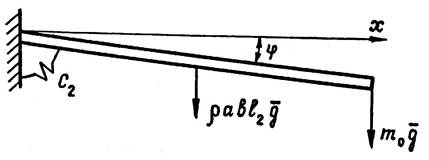
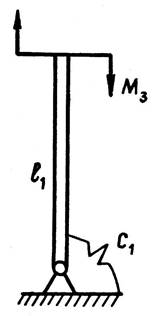
Рис.4. Схема жесткостного синтеза звеньев МС:
а,б – руки; в – стойки
В силу линейности используемой теории деформируемой балки решение задачи изгиба можно вести посредством суперпозиции перемещений W1 , W2 в точках оси х от двух сосредоточенных в них сил:

В схеме с сосредоточенной жесткостью (рис.4б) этим двум значениям перемещений соответствуют различные углы поворота звена вокруг оси Оу:

Тогда суммарный угол составляет величину:

Жесткость руки будет достаточна, если ½j½£e2 или:
Принимая для определенности b= 2а, получаем, что минимальное значение а , обеспечивающее требуемую жесткость руки, может быть найдено из уравнения:

Подставляя для стали r= 7800 кг*м-3, Е = 2,1.1011 Н*м-2, имеем а³6,6 мм. Принимаем a = 7 мм, b = 14 мм. Эти размеры сечения звена хорошо согласуются с действительными. Следовательно, жесткость руки робота «Ритм-01.01» на изгиб можно считать достаточной.
Коэффициент жесткости С2 (рис.4б) может быть рассчитан из соотношения:
где М3 – момент заделки балки на рис.4а.
В нашем случае величина М3 равна:
![]()
Для оценки минимального коэффициента жесткости С1 (рис.2) обратимся к расчетной схеме на рис.4в, в соответствии с которой

Проектирование роботизированного производства можно разделить на два этапа.
Первый этап: на основе технико-экономического анализа производства выбирают объекты роботизации, необходимый состав основного технологического оборудования и последовательность обработки на нем изделий.
После проведения первого этапа можно получить информацию (исходные данные) для второго этапа – непосредственного проектирования РТК:
об изделиях, подлежащих обработке на РТК: размерах и форме изделия, его массе, жесткости, прочности, магнитных свойствах и т. п.;
о технологическом оборудовании: его составе j (j=1, 2, ..., J -порядковые номера оборудования), форме и размерах;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.