









































Министерство образования и науки Российской Федерации
Балтийский государственный технический университет «Военмех»
А.Ю. АНДРЮШКИН
ПРОЕКТИРОВАНИЕ
СВЕРЛИЛЬНОГО ПРИСПОСОБЛЕНИЯ
Учебное пособие
к практическим занятиям
Санкт-Петербург
2008
УДК
Андрюшкин А.Ю.
Проектирование сверлильного приспособления: учеб. пособие к практическим занятиям. Балт. гос. техн. ун-т. – СПб., 2008-52с.
Пособие содержит основные сведения, необходимые для проектирования сверлильного приспособления. В пособии рассмотрены конструктивные особенности сверлильных приспособлений, приведена методика выбора оборудования, инструмента, определения режимов резания, основного технологического времени. Даны рекомендации по расчеты сил закрепления (зажима) в сверлильных приспособлениях обрабатываемых заготовок и по расчету сверлильных приспособлений на точность. В пособие включен пример выполнения практической работы по проектированию сверлильного приспособления, показаны примеры оформления конструкторской и технологической документации.
Предназначено для студентов технических специальностей старших курсов факультетов «Авиа- и ракетостроения» и «Аэрокосмического факультета», изучающих дисциплину «Производство ракетных комплексов».
Рецензенты:
Утверждено
редакционно-издательским
советом университета
Автор, 2008
БГТУ,2008
ВВЕДЕНИЕ
Технологическая операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте. Технологическая операция может содержать несколько технологических переходов. Технологический переход – это законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и обрабатываемых поверхностей.
Станочными приспособлениями называются дополнительные устройства к станкам, позволяющие наиболее экономично в заданных производственных условиях обеспечить заложенные в конструкции детали требования к точности размеров, формы и взаимного положения обрабатываемых поверхностей деталей.
К станочным приспособлениям относятся: устройства для установки и закрепления обрабатываемых деталей на станках (приспособления), устройства для установки и крепления режущего инструмента на станках (вспомогательный инструмент).
Содержанием задания, предлагаемого студентам, является проектирование приспособления для сверлильного станка, которое включает проведение необходимых расчетов, выбор металлорежущего оборудования и инструмента, определение режимов резания, расчет сил для закрепления обрабатываемой заготовки в приспособлении, расчет приспособления на точность. Результаты проделанной работы являются основой для оформления пояснительной записки и выполнения рабочих чертежей приспособления.
При выполнении задания необходимо использовать сборники характеристик металлорежущих станков, стандарты режущего инструмента, справочную литературу. Некоторые сведения из этой литературы представлены в данном учебном пособии.
1. ХАРАКТЕРНЫЕ КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СВЕРЛИЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Станки сверлильной группы предназначены для различной обработки сквозных и несквозных отверстий вращающимися инструментами (сверлами, зенкерами, развертками и т.п.). Для обеспечения определенного положения осей обрабатываемых отверстий относительно тех или других поверхностей деталей необходимо точное направление инструмента в процессе обработки. Это направление обеспечивается специальными втулками, которые укрепляются в приспособлении или перед местом, где должна быть произведена первоначальная обработка отверстия, например, сверление в сплошном металле или за тем местом детали, где отверстие предварительно уже обработано и требуется его последующая обработка, например, растачивание или зенкерование после сверления. Кроме того, втулки могут быть расположены перед обрабатываемым отверстием и за ним, когда требуется повышенная точность положения оси отверстия. Эти втулки называют кондукторными втулками.
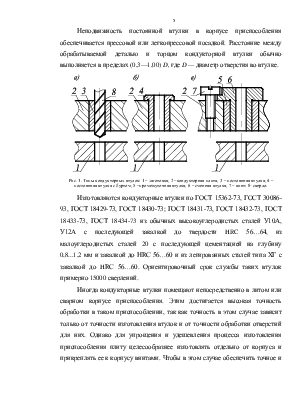
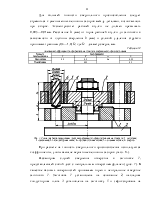
На рис. 1 показаны типовые стандартизованные и нормализованные конструкции кондукторных втулок. Втулки (рис. 1, а и б) называются постоянными, так как они запрессовываются непосредственно в крышку или стенку корпуса приспособления и удаляются только при необходимости их замены в результате износа или повреждения.
При замене такой втулки необходимо временно снимать приспособление, что в условиях крупносерийного и массового производства недопустимо. Поэтому такого типа втулки называют промежуточными и используют только в качестве гнезд, в которые помещают обычно с посадкой движения так называемые сменные (рис. 1, в) кондукторные втулки. От проворачивания и от подъема в процессе сверления втулка удерживаются винтом, для которого на буртике втулки создается необходимое углубление. Для смены втулки (рис. 1, в) достаточно отвинтить этот винт.
Неподвижность постоянной втулки в корпусе приспособления обеспечивается прессовой или легкопрессовой посадкой. Расстояние между обрабатываемой деталью и торцом кондукторной втулки обычно выполняется в пределах (0,3—1,00) D, где D — диаметр отверстия во втулке.
Рис. 1. Типы кондукторных втулок: 1 – заготовка; 2 –кондукторная плита; 3 – постоянная втулка; 4 – постоянная втулка с буртом; 5 –промежуточная втулка; 6 – сменная втулка; 7 – винт; 8- сверло.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.