Cm;
qm; ym; km (табл.
11):
![]()
![]()
![]()
![]()
25. Крутящий момент на сверле М, Н*м
(в.9): ![]()
![]()
26. Эффективная мощность, затрачиваемая на
резание Nэф, кВт (2.8): 
![]()
27. КПД станка h: ![]()
28. Мощность электродвигателя станка Nэ,
кВт (табл. 1): ![]()
29. Мощность на шпинделе станка Nшп, кВт (Nшп>Nэ)
(в. 13): ![]()
![]()
30. Величина врезания l1 и перебега l2 инструмента, мм (табл. 13): ![]()
![]()
31. Основное технологическое время То(мин)
(в.14): 
![]()
Расчет сил зажима при сверлении в приспособлении с торцевым зажимом
1. Расстояние от оси сверла до оси фланца Rд,
мм: ![]()
2. Коэффициент запаса kз: ![]()
3. Коэффициент трения между опорными
поверхностями приспособления и торцами заготовки fтр: ![]()
Продолжение приложения 4
4. Наружный диаметр опорной поверхности
приспособления Dоп, мм : ![]()
5. Диаметр центрального отверстия заготовки Dц,
мм : ![]()
6. Сила зажима Q, Н : 
![]()
7. Допустимое напряжения растяжения (сжатия) для
шпильки (винта) sд, МПа: ![]()
8. Наружный диаметр резьбы шпильки (винта)
приспособления Dр, мм: 
![]()
9. Ближайший больший наружный диаметр резьбы
шпильки (винта) приспособления Dр, мм: ![]()
10. Крутящий момент, прилагаемый к гайке
(головке винта) Мкр, Н*м (в. 26): ![]()
![]()
11. Сила, приложенная к рукоятке ключа Qрук (Qрук<200H),
Н: ![]()
12. Длина рукоятки ключа Lрук, м: 
![]()
Продолжение приложения 4
Расчет сверлильного приспособления на точность
1. Допуск на
расстояние между центрами отверстий в кондукторной плите dкп, мм: ![]()
2.
Коэффициенты F, K, m, P: ![]()
![]()
![]()
![]()
3. Наибольший
диаметр центрального отверстия заготовки Dцmax, мм: ![]()
4. Наименьший
диаметр направляющего пояска кондукторной плиты Dцmin, мм: ![]()
5. Наибольший
диаметр отверстия под сменную втулку Dвmax, мм: ![]()
6. Наименьший
наружный диаметр сменной втулки Dвmin, мм: ![]()
7. Наибольший
диаметр отверстия под сверло в сменной втулке dвmax, мм: ![]()
8. Наименьший
диаметр сверла Dmin, мм: ![]()
9.
Эксцентриситет сменной втулки dв, мм: ![]()
10. Зазор
между торцом сменной втулки и заготовкой h, мм: ![]()
11. Длина
направляющего отверстия в сменной втулке lв, мм: ![]()
13. Наибольшая погрешность в радиальном выражении, обеспечиваемая в приспособлении, при сверлении eк, мм:

![]()
Приложение 5
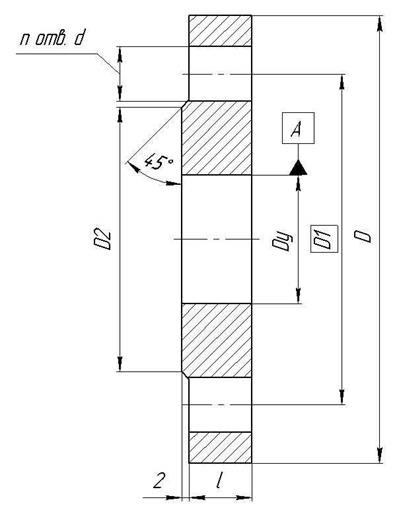
Варианты заданий
|
№ вар. |
Dу, мм |
D, мм |
D1, мм |
D2, мм |
d, мм |
n, шт |
l, мм |
Материал |
|
1 |
25 |
115 |
85 |
68 |
10 |
4 |
15 |
Сталь 25 |
|
2 |
32 |
135 |
100 |
78 |
11 |
4 |
15 |
Сталь25 |
|
3 |
40 |
145 |
110 |
88 |
12 |
4 |
15 |
Сталь 25 |
|
4 |
50 |
160 |
125 |
102 |
13 |
4 |
15 |
Сталь 25 |
|
5 |
65 |
180 |
145 |
122 |
14 |
4 |
15 |
Сталь25 |
|
6 |
80 |
195 |
160 |
133 |
15 |
4 |
15 |
Сталь25 |
|
7 |
25 |
115 |
85 |
68 |
9 |
4 |
15 |
Сталь 25 |
|
8 |
32 |
135 |
100 |
78 |
10 |
4 |
15 |
Сталь25 |
|
9 |
40 |
145 |
110 |
88 |
11 |
4 |
15 |
Сталь 25 |
|
10 |
50 |
160 |
125 |
102 |
12 |
4 |
15 |
Сталь 25 |
|
11 |
65 |
180 |
145 |
122 |
13 |
4 |
15 |
Сталь25 |
|
12 |
80 |
195 |
160 |
133 |
14 |
4 |
15 |
Сталь25 |
|
13 |
25 |
115 |
85 |
68 |
8 |
4 |
15 |
Цветной металл |
|
14 |
32 |
135 |
100 |
78 |
9 |
4 |
15 |
Цветной металл |
|
15 |
40 |
145 |
110 |
88 |
10 |
4 |
15 |
Цветной металл |
|
16 |
50 |
160 |
125 |
102 |
11 |
4 |
15 |
Цветной металл |
|
17 |
65 |
180 |
145 |
122 |
12 |
4 |
15 |
Цветной металл |
|
18 |
80 |
195 |
160 |
133 |
13 |
4 |
15 |
Цветной металл |
|
19 |
25 |
115 |
85 |
68 |
10 |
4 |
20 |
Цветной металл |
|
20 |
32 |
135 |
100 |
78 |
11 |
4 |
20 |
Цветной металл |
|
21 |
40 |
145 |
110 |
88 |
12 |
4 |
20 |
Цветной металл |
|
22 |
50 |
160 |
125 |
102 |
13 |
4 |
20 |
Цветной металл |
|
23 |
65 |
180 |
145 |
122 |
14 |
4 |
20 |
Цветной металл |
|
24 |
80 |
195 |
160 |
133 |
15 |
4 |
20 |
Цветной металл |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.