Сигнальне фарбування частин крану виконане згідно з вимогами безпеки й підтримується на протязі всього строку служби ПТМ.
 6.5 Забезпечення
безпеки на пресовому обладнанні.
6.5 Забезпечення
безпеки на пресовому обладнанні.
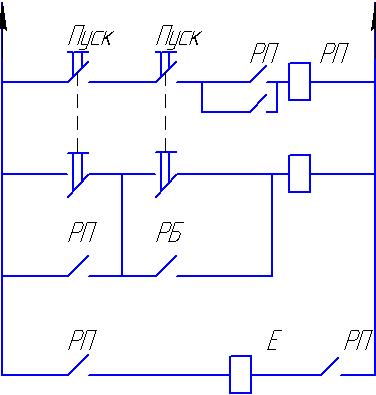
На ділянці цеху основним обладнанням являються механічні преса. Конструкція пресів, штампової оснастки та пристроїв автоматизації повинна забезпечити безпеку праці на них. Кожний прес на якому виконується праця одиничними ходами має схему дворучного включення.
„Живлення”
Рис.6.4 Електрична схема дворукого включення
Управління пневмомуфтою зчеплення забезпечується електромагнітом – Е, контактами які вмикаються реле РП. Котушка живлення вмикається в сіть тільки після натиснення двох пускових кнопок. Вторинне спрацювання пресу можливе лише після відпускання кнопок та їх повторного натиснення. Ці схеми встановлення на пресах типу: НС-639, ПА-350, 4ГЖ-350-10, 25тс.
Для всіх механічних пресів на ділянці цеху, згідно з ГОСТ 12.2.017-83 „ССБТ. Оборудование кузнечно-пресовое. Общие требования безопасности.” виконуються слідуючи вимоги безпеки:
1) при відпусканні одної з кнопок обладнання зупиняється або повертається у попереднє положення. Відстань між кнопками управління 300-600 мм.
2) кожний наступний пуск виконується після відпускання кнопок та їх наступного натиснення;
3) при роботі на пресі – автоматі використовується система блокування доступу до робочої зони штампу під час роботи пресу;
4) зусилля на органах управління не перевищує 40Н;
5) всі органи управління мають пояснювальні написи та сигнальне фарбування (червона кнопка вимкнення);
6)
 педалі відключення закриті з трьох сторін козирками, зусилля не менше
25Н;
педалі відключення закриті з трьох сторін козирками, зусилля не менше
25Н;
7) на всіх пресах встановлений нульовий захист.
Згідно з ГОСТ 12.3.026-81 „ССБТ. Работы кузнечно-пресовые. Требования безопасности.” Пред’являються слідуючи вимоги до технологічного процесу:
1) забороняється використовувати методи штампування, котрі не вказані в технології виготовлення даного виробу (робота без пінцету, оброблення одночасно декількох полос);
2) забороняється технологічні змащення не вказані в технології;
3) штампи повинні мати справне індивідуальну загорожу. Величина зазору між верхньою плитою штампу та загорожею не повинні перевищувати 8 мм у верхньому положенні повзуна;
4) забороняється змінювати конструкцію обладнання без відповідного дозволу. Вимоги безпеки до штампу див. нижче.
6.6 Загальні вимоги по техніці безпеки до штампів листового штампування.
Вимоги по техніці безпеки до конструкції штампів назначаються в залежності від пресового обладнання та оснащення захисними пристроями, а також від умов праці та виду виробництва, габаритних розмірів, матеріалів. заготівок та призначення штампу.
у маркіровані штампу вказується з якими пристроями чи якими методами що забезпечують безпеку слід працювати наприклад: „Працювати з пінцетом при дворукому включенні” Наприклад по ГОСТ 12.2.109-89. Існують слідуючи вимоги до основних елементів конструкції штампів:
1. Фіксуючі деталі штампів міцно зафіксовані та забезпечують надійну установку штучних заготівок та видалення деталей, для цього трафарети слід виконувати з прийомною фаскою, а фіксатори з прийомним контуром .
2. В штампах забезпечується співпадання отворів для видалення деталей та відходів зі штампів з отворів в підштамповій плиті(столі) преса. Якщо ця умова не виконується, то конструкція штампу повинна забезпечувати можливість видалення деталей та відходів крізь пази, нахилені лотки.
3. в штампах з направляючими колонками виключається схід направляючих втулок та колонок при верхньому положенні повзуна.
4. пружини в штампах слід розміщувати, фіксувати та фіксувати таким чином, щоб виключити можливість травмування оператора при поломці пружини.
5. в зоні ручних робіт слід забезпечувати зазори безпеки між рухомими та нерухомими частинами штампу.
6.
 зазори безпеки повинні бути:
зазори безпеки повинні бути:
·
 не більше 8мм при верхньому робочому положенні повзуна;
не більше 8мм при верхньому робочому положенні повзуна;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.