L =π·dзаг =3,14 · 31 = 97,34мм;
sср = 290 МПа - опір зрізу [1];
 Рвыр =97,34· 1·290=28,3 кН.
Рвыр =97,34· 1·290=28,3 кН.
Повне зусилля вирубки враховує поправку на неоднорідність металу , притуплення ріжучих кромок :
Р = 1,2 Рвыр
Р = 1,2·= 34кН
Визначимо зусилля витяжки за формулою:
Pвит=πd1Ssв k1 [1];
Де d1=16,5мм- діаметр деталі по середні лінії;
S= 1 мм – товщина деталі;
sв = 340 МПа – границя міцності [1];
k1 = 0,9 – табличний коефіцієнт [1]
Pвит = 3,14·16,5·1·340·0,9= 15,9 кН
Визначимо зусилля прижиму.
Q1= F1q 1 [1]
Де F1- площа заготівки під при жимом;
q1- Тиск прижима.
q1= 10-4· σв(D/d-1.2)(D/S)= 10-4 · 340(31/16-1,2)(31/1)=0,78 кгс/ мм2
F1= π(D2 -d2)/4 =3.14(312-162)/4= 553,4 мм2
Q1= 553,4·0,78= 432 кгс= 4,32 кН
Визначимо зусилля нижнього буфера за формулою:
Q2= F2q 2
Де F2 - площа заготівки під при жимом;
q 2 – тиск прижима.
F2 = πD2 /4 = 3,14·312 /4 = 754,4 мм2
q 2 = 10-4· σв(D/d-1.2)(D/S)= 10-4 · 340·(31/16-1,2)·(31/1) = 0,78 кгс/ мм2
Q2 = 754,4·0,78 = 588кгс = 5,88 кН
Повне зусилля операції на різних стадіях процесу буде зміне. Попередньо вибираємо кривошипний прес зусиллям 160 кН моделі КД2322.
Технічні характеристики преса наведені нижче в таблиці 1.6
 Таблиця
1.6
Таблиця
1.6
|
Однокривошипний відкритий двохстоєчний прес простої дії моделі КД2322 |
|
|
Номінальне зусилля, тс |
16 |
|
Хід повзуна, мм |
450 |
|
Число ходів за хвилину |
90 |
|
Розміри столу, мм |
1250х1250 |
|
Найбільша відстань між плитою та повзуном в нижньому положенні при верхньому положенні регулювання |
200 |
2. Конструкторський розділ
 |
2.1. Конструювання штампу для обжиму деталі «Накінечник»(ДП.МД-3112.07.010СК).
2.1.1. Визначення радіусів заокруглень пуансона і матриці .
Радіуси заокруглення пуансона і матриці приймаємо рівними внутрішнім радіусам заокруглення деталі = 1мм. Інші радіуси – 3 мм.
 Рис 2.1 Обжимний пуансон
Рис 2.1 Обжимний пуансон
2.1.2. Розміщення болтів і штифтів для з’єднання.
-Відстань осей болтових отворів під болти М10 –14 мм;
-відстань осей отворів під головки болтів з внутрішнім шестикутником-17мм;
-відстань вісей штифтових отворів для Ø8 –11мм
2.2. Конструювання штампу для формовки деталі «Накінечник».(ДП.МД3112.07.011СК)
2.2.1. Визначення радіусів закруглень пуансона і матриці.
Радіуси закруглення пуансона Rп і матриці Rм приймаємо рівними радіусам згинів деталі. Rп =Rм =1 мм., 2 мм., 1,6 мм.
 2.2.2. Розміщення болтів і штифтів для
з’єднання.
2.2.2. Розміщення болтів і штифтів для
з’єднання.
-Відстань осей болтових отворів під болти М10 –14 мм;
-відстань осей отворів під головки болтів з внутрішнім шестикутником-17мм;
-відстань вісей штифтових отворів для Ø8 –11мм.
2.3. Конструювання штампу для обсікання і пробивки деталі «Накінечник».(ДП.МД3112.07.012СК)
2.3.1. Розрахунок робочих розмірів пуансона і матриці .
Зобразимо схему побудови допусків на виготовлення вирубних та пробивних деталей.
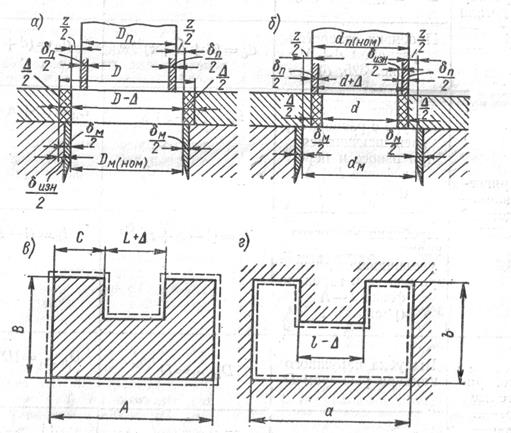
Рис. 2.2. Схема побудови
допусків на
виготовлення
вирубних та пробивних пуансонів та матриць: а – при вирубці
з зовнішнього контуру; б – при пробиванні отворів; ![]() - для збільшення та зменшення розмірів.
- для збільшення та зменшення розмірів.
1) Пробивний пуансон і матриця Ø4,2 мм.
Діаметр пуансона:
dп=d+Δk
де Δ =0,12–допуск на отвір, Δ=0,12 мм;
k=0,6-0,8
 z – найменший двохстороній зазор, z=0,05 мм [1].
z – найменший двохстороній зазор, z=0,05 мм [1].
dп=4,2+0,12*0,6= 4,27h6 мм;
Діаметр матриці:
dм=dп+z
dм=4,27+0,05=4,32Н7 мм;
2) Обсічний пуансон і матриця L=9,5 мм .
Розмір матриці:
Lм=L-Δk
де Δ =0,15–допуск на розмір, Δ=0,15 мм;
k=0,6-0,8
z – найменший двохстороній зазор, z=0,05 мм [1].
Lм=9,5-0,15*0,6= 9,41Н7 мм;
Розмір матриці:
Lп=Lм-z
Lп=9,41-0,05=9,36h6 мм;
3) Обсічний пуансон і матриця R4,9 мм .
Розмір матриці:
Lм=L-Δk
де Δ =0,12–допуск на розмір, Δ=0,12 мм;
k=0,6-0,8
z – найменший двохстороній зазор, z=0,05 мм [1].
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.