z – найменший двохстороній зазор, z=0,06 мм [1].
Lп=56-0,3*0,6= 55,82h6 мм;
Розмір матриці:
Lм=Lп+z
Lм=55,82+0,06=55,86Н7 мм;
5) Вирубний пуансон і матриця L = 2,5 мм.
Lп=L+Δk
де Δ –допуск на розмір, Δ=0,1 мм;
k=0,6-0,8
z – найменший двохстороній зазор, z=0,06 мм [1].
Lп=2,5+0,1*0,6= 2,56h6 мм;
Розмір матриці:
Lм=Lп+z
Lм=2,56+0,06=2,62Н7 мм;
6) Вирубний пуансон і матриця L = R26 мм.
Lп=L-Δk
де Δ –допуск на розмір, Δ=0,21 мм;
k=0,6-0,8
 z – найменший двохстороній зазор, z=0,06 мм [1].
z – найменший двохстороній зазор, z=0,06 мм [1].
Lп=26-0,21*0,6= 25,87h6 мм;
Розмір матриці:
Lм=Lп+z
Lм=25,87+0,06=25,95Н7 мм;
2.8.2. Визначення радіусів закруглень пуансона і матриці для формовки.
Радіус закруглення пуансона Rп приймаємо рівним внутрішньому радіусу згину Rп =0,5 мм. Відповідний радіус закруглення матриці розрахуємо за формулою:
Rм=(0,6÷0,8)Rп+S
де S=1 мм –товщина матеріалу.
Rм=0,7∙0,5+1=1,35 мм.
2.8.3. Розміщення болтів і штифтів для з’єднання.
-Відстань осей болтових отворів під болти М10 –14 мм;
-відстань осей отворів під головки болтів з внутрішнім шестикутником-17мм;
-відстань вісей штифтових отворів для Ø8 –11мм
 2.9.
Конструювання штампу для витяжки деталі «Кришка»(ДП.МД3112.07.040СК).
2.9.
Конструювання штампу для витяжки деталі «Кришка»(ДП.МД3112.07.040СК).
2.9.1. Розрахунок робочих розмірів пуансону та матриці.
Так як у нас витяжка з заданим внутрішнім
допуском(d+![]() ),
то в цьому випадку номінальний розмір пуансона береться рівним номінальному
розміру деталі(рис. 2.3.б).
),
то в цьому випадку номінальний розмір пуансона береться рівним номінальному
розміру деталі(рис. 2.3.б).
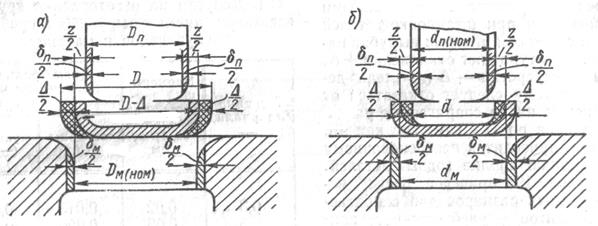
Рис. 2.5.Схема побудови допусків на виготовлення витяжних пуансонів та матриць; а –при заданому зовнішньому розмірі; б –при заданому внутрішньому розмірі.
Оскільки дана операція забезпечує отримання кінцевих розмірів порожнини деталі, виконавчі розміри пуансона повинні бути подані з припуском на знос.
1) Діаметр 16 мм.
Виконавчий розмір для матриці:
![]() ;
;
Виконавчий розмір для пуансону:
![]() ;
;
де dм,dп- виконавчі розміри матриці і пуансону при витягуванні елементу з допуском за внутрішнім розміром.
δм і δп-допуски на виготовлення матриць і пуансонів для спряжених деталей з заданим допуском.
z –односторонній зазор, z=1,37 мм;
![]() мм;
мм;
Для товщини 1 мм:
+δм=0,07;
-δп=0,06;
dм = 16+0,07мм.;
dп = (16-2*1,37)-δ=13,26 мм.
2.9.2. Розміщення болтів і штифтів для з’єднання.
 -Відстань осей болтових отворів під болти М10 –14 мм;
-Відстань осей болтових отворів під болти М10 –14 мм;
-відстань осей отворів під головки болтів з внутрішнім шестикутником-17мм;
-відстань вісей штифтових отворів для Ø8 –11мм
Оскілки цей штамп навантажений не значними зусиллями і сконструйований так, що його центр тиску співпадає з геометричним центром, розрахунки на міцність не проводяться.
 3.
Автоматизація і механізація виробництва
3.
Автоматизація і механізація виробництва
Задачею технологічного процесу кувально-штампувального виробництва є максимальне приближення деталей які штампуються по розмірах, конструкції і якості поверхні до кінцевих розмірів деталі, які вимагають максимальної механічної обробки.
Принципова особливість автоматизації є розширення технологічних можливостей виробництва. Велику увагу звертають стійкості технологічного процесу, якщо різні коливання параметрів не викликають порушення в роботі автоматичної лінії. Надійність процесу визначається тривалістю безперервного здійснення роботи штампу, пресу, автоматичної лінії.
Таким чином, без автоматизації неможливі високі темпи подальшого зростання виробництва, зниження собівартості виробів, ефективності виробництва.
У даній роботі розглянуті засоби автоматизації штампів для холодного штампування, на прикладі клинової подачі, що працює сумісно зі штампом для вирубки деталей типу “Кронштейн” зі смуги.
Також в проекті наведені технологічний процес виготовлення деталі “Кронштейн”, розрахунок основних деталей штампу і його конструкція, розрахунок основних параметрів автоподачі і її конструкція, а також наведений технологічний процес виготовлення деталі «Кронштейн».
3.1. Опис конструкції клинової подачі.
Клинова подача, що розглядається в даному проекті є автоматичною подачею односторонньої дії штовхаючого типу. Автоматична подача складається із захватного органу, важільного перетворюючого механізму, системи блокування і механізму повернення автоподачі в початкове положення .
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.