На пресс-формах литья под давлением, жидкой штамповки разделительный слой с целью обеспечения размерной точности и чистоты поверхности не превышает 0,1 мм. В этом случае теплоаккумулирующей способностью разделительного слоя можно пренебречь. Для преодоления расчетных затруднений, связанных с определением температуры внутренней поверхности формы и наружной поверхности отливки воспользуемся следующим упрощением задачи. При длительной выдержке отливки в металлической форме средние величины температуры отливки и формы сближаются – форма нагревается, а отливка охлаждается (рис. 49) и стремятся к некоторой одинаковой температуре Тк – средней калориметрической температуре. Величина средней калориметрической температуры находится из алгебраического уравнения теплового баланса, в котором количество тепла, теряемое отливкой при охлаждении до средней калориметрической температуры, приравнивается количеству тепла, приобретаемому формой при нагреве от начальной до средней калориметрической температуры:
![]() , где М0 – масса отливки; Мф –
масса формы; С0 – удельная теплоемкость материала отливки; Сф
– удельная теплоемкость материала формы; L –
удельная теплота кристаллизации сплава; Тзал – температура
заливки металла; Тф.н – начальная температура формы.
, где М0 – масса отливки; Мф –
масса формы; С0 – удельная теплоемкость материала отливки; Сф
– удельная теплоемкость материала формы; L –
удельная теплота кристаллизации сплава; Тзал – температура
заливки металла; Тф.н – начальная температура формы.
После преобразования данного алгебраического уравнения получим:
![]() .
.
И тогда
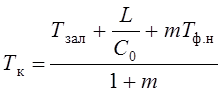 , где
, где 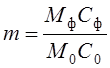 .
.
Полученное выражение средней калориметрической температуры не учитывает потери тепла с наружной поверхности формы в окружающую среду. Эти потери можно учесть следующим образом:
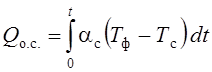 , где aс –
коэффициент теплоотдачи на воздух; Тф – температура формы; Тс
– температура среды (воздуха).
, где aс –
коэффициент теплоотдачи на воздух; Тф – температура формы; Тс
– температура среды (воздуха).
И средняя калориметрическая температура в уточненном виде представится:
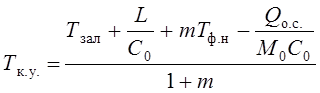 .
.
Применение понятия средней калориметрической температуры позволяет рассматривать процесс затвердевания и охлаждения отливки в массивной металлической форме как процесс при постоянной температуре среды и постоянном коэффициенте теплопередачи от отливки к форме.
Весь процесс теплового взаимодействия между отливкой и формой представим в виде длительности трех последовательных стадий:
1) снятия теплоты перегрева металла отливки;
2) непосредственно затвердевания отливки;
3) охлаждения затвердевшей отливки до температуры выбивки.
Для расчета длительности снятия теплоты перегрева запишем уравнение теплового баланса в дифференциальной форме:
![]() .
.
В левой части уравнения элементарное количество тепла, передаваемое от отливки в среду со средней калориметрической температурой. В правой части уравнения – снижение теплосодержания отливки при охлаждении жидкого металла отливки на элементарную температуру dТ0.
После разделения переменных и интегрирования дифференциального уравнения
с пределами интегрирования: при t = 0 Т0
= Тзал, а при t = tпер Т0 = Тлик;
здесь tпер – длительность снятия
перегрева; Тлик – температура ликвидуса сплава; получим:  .
.
Длительность стадии собственно затвердевания отливки рассчитаем для
сплава, затвердевающего в некотором интервале температур ликвидус – солидус. Применим
прием, описанный ранее, введением понятия удельной эффективной теплоемкости
сплава:  .
.
Дифференциальное уравнение теплового баланса для затвердевания запишется:
![]() .
.
По аналогии с решением предыдущего дифференциального уравнения введем краевые условия: при t = 0 T0 = Тлик, а при t = tзатв T0 = Тсол и получим:
 .
.
Подчеркнем, что рассчитанная длительность затвердевания учитывает удельную теплоту кристаллизации в виде эффективной удельной теплоемкости.
Длительность третьей стадии – охлаждения твердой отливки с температуры солидуса до температуры выбивки рассчитываем по аналогичной методике. Составим дифференциальное уравнение теплового баланса для твердой отливки:
![]() .
.
Краевые условия для данного случая: при t = 0 T0 = Тсол, а при t = tвыб T0 = Твыб, где Твыб – технологическая температура выбивки отливки из формы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.