Наибольшее внимание в технологии литья уделяют температуре металлических форм (кокильное литье, литье под давлением, литье под низким давлением, центробежное литье и др.). Производственной практикой выработаны оптимальные рабочие температуры металлических форм для различных видов литья и литейных сплавов (обычно в пределах 100¸300°С). При более низких температурах форм наблюдаются дефекты типа недоливов, спаев, а при высоких температурах нагрева металлических форм возникают газовые, усадочные и поверхностные дефекты.
Для ускорения охлаждения металлических форм широкое распространение получило жидкостное (водное) охлаждение металлических форм, в частности при непрерывном литье стальных заготовок. В этом специальном виде литья охлаждение литой заготовки водой осуществляется в виде двух технологических приемов: а) в кристаллизаторе как косвенное охлаждение через стенку кристаллизатора; б) непосредственное охлаждение заготовки, когда струи воды, направлены непосредственно на поверхность литой заготовки (вторичное охлаждение).
Прогрессивным направлением в обеспечении температуры металлических форм является термостатирование – поддержание постоянной температуры металлической формы в течение рабочей смены путем организации протекания жидкости по каналам внутри металлической формы. В начале работы жидкость – минеральное масло в нагретом состоянии (Тф » 200°С) подается в металлическую форму и нагревает последнюю до рабочей температуры, а затем жидкость охлаждается с целью охлаждения металлической формы, чтобы предотвратить повышение температуры ее выше оптимальной величины.
Реже применяют принудительное охлаждение отдельных частей песчаных форм – обычно путем продувки сжатого воздуха. В частях литейной формы, прилегающих к массивным частям крупных и тяжелых отливок, заформовывают трубы с отверстиями малого диаметра, рассредоточенными по длине и периметру, на расстоянии нескольких десятков миллиметров от формообразующей поверхности. Сжатый воздух подают после заливки форм к концу затвердевания отливки с целью ускорения затвердевания и охлаждения.
Варьирование температурой заливки металла в литейную форму является существенным фактором управления затвердеванием отливок. Повышение температуры заливки – более высокий перегрев металла снижает скорость затвердевания и охлаждения отливок. Этот технологический прием используют при литье тонкостенных протяженных отливок с целью предупреждения дефектов типа недоливов и спаев. Более низкие величины температуры заливки – небольшой перегрев металла обуславливает возрастание скоростей затвердевания. Этот технологический прием используют для снижения дефектов отливок усадочного происхождения.
|
|
|
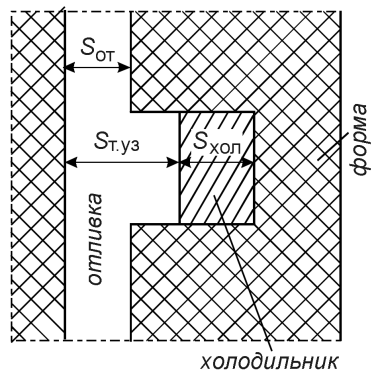
Рис. 55. Схема применения внешнего холодильника в тепловом узле отливки |
Внешние и внутренние холодильники являются радикальным средством
управления затвердеванием отливок в песчаных формах. Внешние холодильники в
виде металлических вставок (рис. 55), устанавливаемых в местах тепловых узлов
песчаных форм с целью ускорения затвердевания и охлаждения этих частей отливок.
Рабочая поверхность внешних холодильников, контактирующая с отливкой окрашивается
кокильной краской (огнеупорным покрытием). Масса внешнего холодильника и
толщина холодильника зависит от толщины теплового узла отливки: ![]() . В зависимости от литейных сплавов и целей
для внешних холодильников это соотношение колеблется:
. В зависимости от литейных сплавов и целей
для внешних холодильников это соотношение колеблется: ![]() .
Если внешний холодильник применяют с целью предупреждения усадочных дефектов в
зоне теплового узла, то расчет толщины холодильника основывается на
сравнительном расчете длительности затвердевания основной стенки отливки
.
Если внешний холодильник применяют с целью предупреждения усадочных дефектов в
зоне теплового узла, то расчет толщины холодильника основывается на
сравнительном расчете длительности затвердевания основной стенки отливки ![]() и теплового узла отливки
и теплового узла отливки ![]() при установленном внешнем холодильнике.
Расчет затвердевания может проводиться приближенными методами, в том числе
численными – на ЭВМ.
при установленном внешнем холодильнике.
Расчет затвердевания может проводиться приближенными методами, в том числе
численными – на ЭВМ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.