глава III . Тепловые процессы формирования отливок
Тепловые процессы являются главными, определяющими процессами во всем технологическом процессе литья. Они определяют, прежде всего, затвердевание и охлаждение отливок, длительность этих стадий формирования отливок. Но тепловые процессы, кроме того, предопределяют структуру отливок, протекание усадочных процессов, заполняемость форм.
3.1. Экспериментальные методы изучения
затвердевания и охлаждения отливок
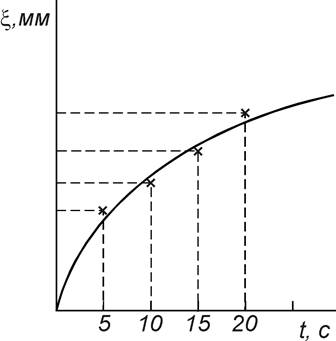
Метод выливания жидкого остатка металла является простым и наглядным способом исследования затвердевания отливок. Сущность способа состоит в том, что несколько одинаковых форм одновременно заливаются сплавом при одинаковой температуре заливки. Затем через регулярные промежутки времени осуществляется опрокидывание форм и выливание из них жидкого сплава (рис. 39). На рис. 39 схематично изображены четыре отливки после выливания жидкого остатка через 5, 10, 15 и 20 секунд. Соответственно толщина затвердевшей корки составила x1<x2<x3<x4. На основе полученных экспериментальных результатов строят графики зависимости: x = f (t), как это представлено на рис. 40. Полученные экспериментальные данные успешно могут быть использованы для определения длительности затвердевания отливок из данного литейного сплава и материала формы при толщине стенки отливки, составляющей не более 2x4.
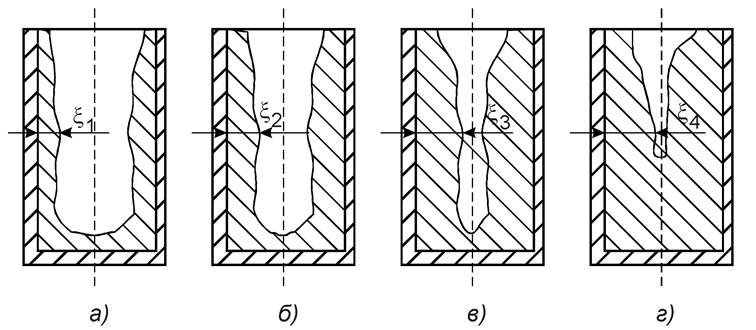
Рис. 39. Схема затвердевания отливок по методу выливания жидкого остатка:
а) через 5 с; б) через 10 с; в) через 15 с; г) через 20 с
Другой экспериментальный метод – введение нерастворимого легкоплавкого и более тяжелого металла в затвердевающую отливку позволяет на одной отливке получить аналогичные результаты для построения экспериментального графика x = f (t). Так небольшие порции свинца вводят через регулярные временные отрезки в затвердевающий стальной слиток. Свинец, расплавляясь в стали, опускается вниз, так как его плотность выше, чем плотность жидкой стали (в соответствии с законом Архимеда), и растекается по поверхности затвердевшего слоя. Соответственно временным периодам ввода свинца в слитке образуются свинцовые прослойки, расстояние между которыми отвечает толщине, затвердевшего слоя стали. После разрезки слитка и измерения межсвинцовых прослоек строят зависимости, аналогичные, приведенным на рис. 40.
|
|
|
Рис. 40. Зависимость толщины затвердевшей корки от времени – экспериментальные результаты метода выливания |
Использование вместо свинца тяжелых радиоактивных изотопов позволяет получить аналогичную картину кинетики затвердевания без разреза отливки (слитка).
В литературе описан также метод "щупа" – огнеупорного стержня, фиксирующего положение затвердевшей поверхности через фиксированные временные промежутки, как экспериментальный метод изучения кинетики затвердевания.
Метод термического анализа – непрерывного измерения и регистрации температуры затвердевающей и охлаждающейся отливки является наиболее информативным и точным экспериментальным методом. Этот метод дает возможность оценивать длительность затвердевания отдельных частей и узлов отливок, что является важным фактором при разработке технологии (установка прибылей, холодильников и т.п.).
Кроме того, метод термического анализа дает возможность определить температуру затвердевания (температуры ликвидуса и солидуса) заливаемого сплава.
На рис. 41 изображена схема устройства термического анализа. На данной схеме термопара 2 установлена в центре полости литейной формы 1 для простой цилиндрической отливки. Барабан регистрирующего потенциометра 3 перемещает рулон бумаги с постоянной скоростью, что позволяет фиксировать время. На основании зафиксированной на рулоне бумаги кривой строится график в координатах температура – время. Примерный график температурной кривой для чистого металла приведен на рис. 42 (для алюминия).
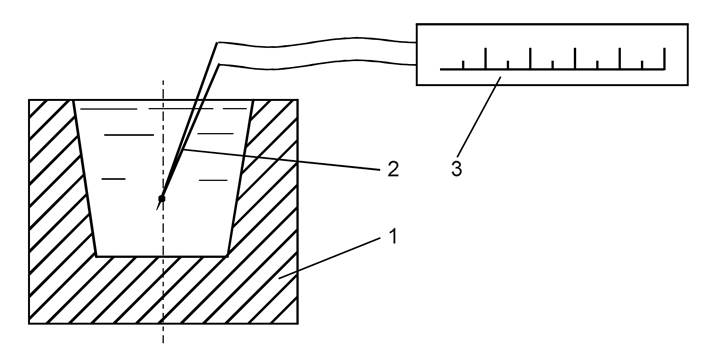
Рис. 41. Схема устройства термического анализа:
1 – литейная форма; 2 – термопара; 3 – регистрирующий потенциометр
|
|
|
|
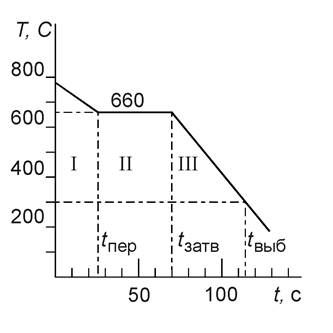
Рис. 42. Кривая затвердевания и охлаждения алюминия |
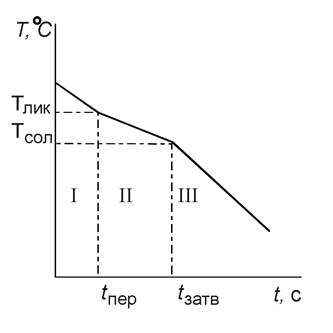
Рис. 43. Кривая охлаждения сплава, затвердевающего в интервале температур |
Выделены три временные области на графике: I
– снятие теплоты перегрева, для которой скорость охлаждения  ; в этой области происходит охлаждение
жидкого металла с температуры заливки до температуры затвердевания (660°С); II – собственно
затвердевание, для которой скорость охлаждения
; в этой области происходит охлаждение
жидкого металла с температуры заливки до температуры затвердевания (660°С); II – собственно
затвердевание, для которой скорость охлаждения  ; температура
остается постоянной несмотря на теплоотвод от отливки, что обусловлено
выделением скрытой теплоты затвердевания (для алюминия L
= 93 ккал/кг = 93´4,2 кДж/кг); III – охлаждение твердой отливки, характеризующейся величиной
.
; температура
остается постоянной несмотря на теплоотвод от отливки, что обусловлено
выделением скрытой теплоты затвердевания (для алюминия L
= 93 ккал/кг = 93´4,2 кДж/кг); III – охлаждение твердой отливки, характеризующейся величиной
.
На приведенной кривой длительность выдержки отливки в форме от заливки до технологически обоснованной температуры выбивки tвыб (на данной кривой для алюминия принята равной 300°С) определится из пересечения горизонтальной прямой – 300°С с кривой охлаждения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.