Расчетная толщина внешнего холодильника должна обеспечить время затвердевания
теплового узла, не превышающего времени затвердевания основной стенки отливки в
песчаной форме. Ориентировочно толщина холодильника для данного назначения
равна: ![]() . Если внешний холодильник применяют для
получения определенной структуры в поверхностном слое отливки, например, отбел
«кулачков» распределительного вала автомобиля, то внешний холодильник применяют
меньшей толщины:
. Если внешний холодильник применяют для
получения определенной структуры в поверхностном слое отливки, например, отбел
«кулачков» распределительного вала автомобиля, то внешний холодильник применяют
меньшей толщины: ![]() . Внешний холодильник,
предназначенный для создания направленного затвердевания и особенно для
направленной кристаллизации применяют массивным, а нередко и водоохлаждаемым.
. Внешний холодильник,
предназначенный для создания направленного затвердевания и особенно для
направленной кристаллизации применяют массивным, а нередко и водоохлаждаемым.
|
|
|
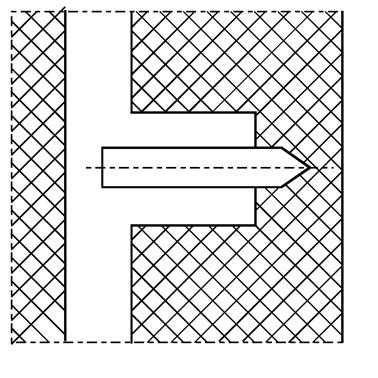
Рис. 56. Схема установки внутреннего холодильника в тепловом узле отливки для предупреждения усадочных дефектов |
Внутренние холодильники в виде металлических стержней круглого, плоского или иного сечения устанавливают так, что они выступают в полость формы и при заливке свариваются с металлом отливки, становятся частью отливки (рис. 56). На представленной схеме внутренний холодильник поглощает часть теплоты узла, ускоряет затвердевание теплового узла и тем самым предотвращает дефекты усадочного характера в тепловом узле отливки. Внутренний холодильник изготовляют из сплава, одинакового с заливаемым металлом или близким по химическому составу. Расчет массы внутреннего холодильника производится на основе анализа двух крайних вариантов неудовлетворительной службы внутренних холодильников. Если масса холодильника очень мала, то последний расплавляется полностью в жидком металле и не оказывает заметного влияния на затвердевание теплового узла. Если же масса внутреннего холодильника чрезмерно велика, то не происходит сваривания холодильника со сплавом отливки.
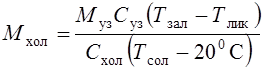
Итак, масса внутреннего холодильника должна быть такой, чтобы от количества тепла теплового узла температура холодильника повысилась бы до начала плавления. Уравнение теплового баланса в алгебраической форме будет иметь вид:
![]() , где Мхол, Муз – массы
соответственно холодильника и теплового узла; Схол, Суз
– величины удельной теплоемкости материала холодильника и отливки; Тзал
– температура заливки металла; Тлик – температура ликвидуса
сплава; Тсол – температура солидуса сплава.
, где Мхол, Муз – массы
соответственно холодильника и теплового узла; Схол, Суз
– величины удельной теплоемкости материала холодильника и отливки; Тзал
– температура заливки металла; Тлик – температура ликвидуса
сплава; Тсол – температура солидуса сплава.
 .
.
Роль своеобразных внутренних холодильников играют жеребейки, устанавливаемые для предупреждения всплывания стержней. Их масса может быть рассчитана по вышеприведенной методике. В технологии литья биметаллических отливок применяют вставки из инородного по отношению к отливке металла. В этом случае соотношение массы вставки и заливаемого сплава, температура предварительного нагрева вставки перед установкой в форму рассчитываются на основе теплового баланса нагрева вставки и охлаждения залитого в форму сплава.
Частным вариантом внутренних холодильников является технологический процесс так называемого суспензионного литья. Существо технологического процесса суспензионного литья состоит в том, что в поток движущегося металла вводится металлическая дробь или металлический песок из материала одинакового химического состава со сплавом отливки. В процессе течения расплава с частицами твердого металла происходит нагрев этих частиц и последующее их плавление за счет теплоты жидкого металла. Оптимальное соотношение массы металлической дроби и расплава должно обеспечить полное растворение дроби к концу заполнения литейной формы. Температура расплава к концу заполнения формы для минимальной усадки должна снизиться до температуры ликвидуса. Тогда уравнение теплового баланса для расчета количества твердой фазы приближенно выразится:
![]() .
.
И масса вводимой суспензии будет рассчитана: 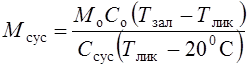 .
.
Для стальной отливки, заливаемой со стальной дробью при температуре заливки 1600°С, для температуры ликвидуса 1450°С количество вводимой дроби составляет 10 %.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.