Целями управления затвердевания и охлаждения отливок являются: а) предупреждение брака отливок; б) обеспечение требуемого качества отливок; в) повышение производительности труда; г) обеспечение требуемой структуры металла в отливках.
Основные направления управления затвердеванием и охлаждением отливок: 1) конструирование литых деталей и отливок с учетом создания благоприятных скоростей затвердевания и направленности затвердевания отливок; 2) выбор литейного сплава; 3) выбор материала литейной формы; 4) назначение способа литья; 5) выбор и назначение температуры заливки металла; 6) выбор и назначение температуры литейной формы перед заливкой; 7) специальные приемы управления затвердеванием и охлаждением, такие как газовое и жидкостное охлаждение, термостатирование металлических форм; обогрев прибылей или частей формы.
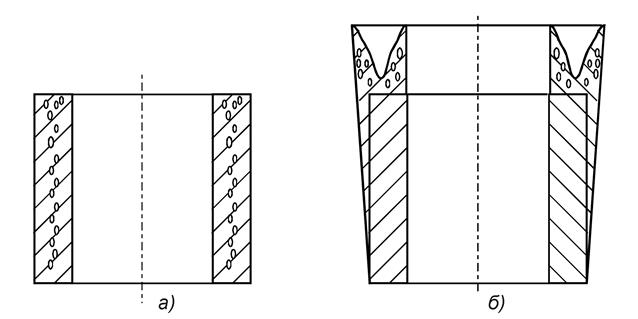
Конструирование литых деталей и отливок в отношении управления их затвердеванием и охлаждением состоит, прежде всего, в назначении толщин стенок отливок. Более тонкостенные отливки затвердевают и охлаждаются быстрее, но этот параметр изначально задается конструкторами. При разработке технологии отливки в зависимости от технических требований, предъявляемых к литой детали, руководствуются двумя принципами: организацией одновременного или же направленного затвердевания. Оценим эти два принципа на примере детали "втулка", изготовляемой из оловянистой бронзы Бр010Ц2. Если к детали не предъявляются высокие требования по плотности и герметичности, то технология разрабатывается на основе принципа организации одновременного затвердевания по высоте отливки (рис. 54, а) с верхним или сифонным подводом металла. В этом случае происходит примерно одновременное затвердевание по высоте отливки и установки прибыли в верхней части отливки обычно не требуется.
|
|
Рис. 54. Схема двух подходов к разработке технологии детали "втулка":
а – одновременного; б – направленного затвердевания
Правда, при верхнем подводе металла назначается увеличенный припуск на обработку – что-то вроде мини-прибыли. По всей высоте отливки наблюдаются два фронта затвердевания: от наружной поверхности отливки со стороны формы и от внутренней поверхности отливки со стороны стержня. В месте встречи этих фронтов затвердевания получается зона усадочной пористости. Если же к детали предъявляются высокие требования по плотности и герметичности, то технология литья данной втулки разрабатывается на основе принципа направленного затвердевания по высоте отливки (рис. 54, б). В верхней части устанавливается прибыль, литниковая система по преимуществу верхняя, а по всей высоте отливки устраивается технологический напуск, обеспечивающий равномерное утолщение стенки отливки снизу вверх. Благодаря этому создаются условия для преимущественного затвердевания отливки в направлении снизу вверх, прибыль затвердевает в последнюю очередь и в ней сосредотачивается усадочная раковина, пористость. Стенка отливки по всей высоте оказывается плотной, без усадочных дефектов.
В отношении управления затвердеванием выбор литейного сплава обусловлен теплофизическими характеристиками сплава: температурой плавления, величиной коэффициента теплопроводности, удельной теплоемкостью, величиной удельной теплоты кристаллизации. Однако, прежде всего, марка сплава задается конструктором, исходя из эксплуатационных условий литой детали.
При прочих равных условиях сплавы с более высокой температурой плавления в формирующихся отливках имеют способность к более высоким скоростям затвердевания и охлаждения. Сплавы, обладающие большей теплопроводностью, в процессе затвердевания и охлаждения будут иметь склонность к меньшим величинам температурных градиентов, а, следовательно, такие сплавы более благоприятны в отношении организации принципа одновременного затвердевания отливок. Аналогичным будет действие удельной теплоемкости и удельной теплоты кристаллизации сплава.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.