Метод измерения вибрационной характеристики редукторов, принятый в настоящей работе, характеризуется в следующем:
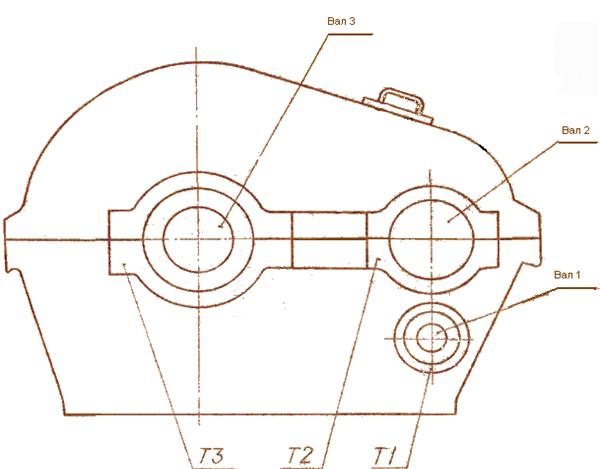
- измерительные точки приведены на рис. 10.7;
- направления измерения вибрации:
- х – горизонтально-продольное,
- y – горизонтально-поперечное (параллельное валам)
- z – вертикальное;
Требования к аппаратуре – по стандартам ГСОЕИ.
Измерения проводятся шумо-виброизмерительной аппаратурой фирмы “Брюль и Кьер” (Дания):
- шум – прецизионным шумометром с конденсаторным микрофоном;
- вибрация – виброметром с перестраиваемым полосовым фильтром (используются 1/3-октавные полосы); в качестве вибропреобразователя используется пьезоэлектрический датчик, крепящийся к редуктору с помощью постоянного магнита, сигнал которого затем интегрируется.
Предварительно были выяснены наиболее информативные (чувствительные к качеству редуктора) точки и направления измерения; таковыми оказались точки Т2 и Т3 (особенно последняя) и направления Х и Z; именно в этих точках и направлениях и производились дальнейшие замеры вибрации.
а) Общий уровень вибрации.
В результате измерений определены следующие средние значения общей вибрации редукторов:
- качественных …………………………………………. 2,3 мм/с (93 дБ)
- некачественных ………………………………………. 5,7 мм/c (101 дБ)
Из этих данных видно, что достаточно надежный приемочный уровень общей вибрации также назначен быть не может; однако, как и шумовая характеристика, общая вибрация редуктора может быть использована как дополнительный критерий качества редукторов с «нормой» порядка 4 мм/с (дБ).
|
|
Рис. 9.7. Схема измерительных точек вибрационной характеристики редуктора
б) Частотный спектр вибрации.
Прежде всего, необходимо отметить, что частотный спектр, с одной стороны, несет в себе значительно больше информации о качестве редуктора, чем общий уровень вибрации, что создает принципиальную возможность оценивать качество редуктора, но и диагностировать дефект, но, с другой стороны, частотный анализ вибрации редуктора требует значительно более сложной аппаратуры (с узкополосным – не шире 1/3 октавы – фильтром, а при автоматическом диагностировании – сложнейшей системы (В.А.Павлов Акустическая диагностика механизмов. М. Машиностроение, 1971.).
Следует также иметь в виду общую тенденцию, согласно которой с увеличением частоты колебаний возрастает опасность вибрации, как для человека, так и для оборудования.
Результаты исследования частотного спектра вибрации редукторов приведены на рис.4, на котором приведены изменение средних значений вибрации каждой из 3 вышеуказанных групп редукторов в зависимости от частоты. Из анализа рис.10.8 следует:
- вибрация на всех основных частотах f11, f111, f21 и f211 достаточно явно проявляется на «спектрограмме» в виде «горбов».
- на некоторых кривых проявляются частоты, отличные от вышеуказанных основных; так, на кривой некачественных редукторов, на частоте » 450 Гц проявляется гармоника 2f21.
Особый интерес представляет для нашей задачи частота 630 Гц, так как она является единственной частотой, на которой приемочный вибрационный критерий может обрести достаточную надежность. Действительно, на этой частоте средняя вибрация некачественных редукторов превышает таковую для качественных редукторов более чем в 4,5 раза (13 дБ), что соответствует вышеизложенному требованию к надежности приемочного критерия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.