
Рис.8.2. Сечение порошковой проволоки
Для удобства расчетов разбиваем исходную деталь на несколько частей и производим подсчет раздельно.
![]()
![]()
![]()
![]() .
.
Масса наплавки:
![]() .
.
Скорость наплавления mR=9 кг/ч=312,5 мм3/с
Скорость наплавки VS=30 см/мин=5 мм/с
Площадь расплавленной капли
![]() мм2
мм2
![]()
Шаг наплавки
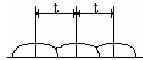
![]()
Общее время наплавки
![]()
Количество произведенных операций в процессе наплавки:
![]() .
.
Технологический процесс наплавки
Принцип наплавки
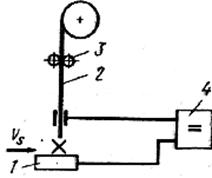
1 – изделие; 2 – порошковая проволока; 3 – механизированная подача электродной проволоки; 4 – источник питания.
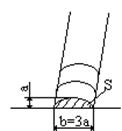
Схема наплавки
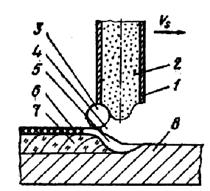
1 – оболочка; 2 – сердцевина; 3 – капля; 4 – дуга; 5 – металлическая ванна; 6 – шлак; 7 – шов; 8 – основной материал.
Наплавку порошковой проволокой выполняют на постоянном токе, электрод обратной полярности.
Для получения шва без пор достаточно подвергнуть порошковую проволоку перед наплавкой термообработке по режиму: температура 250°С, 2ч.
Положение шва при сварке вертикальное снизу вверх и сверху вниз.
Оборудование, применяемое для наплавки
Выпрямитель
|
Тип |
Питание от сети |
Параметры режимов |
Вторичное напряжение UL, В |
Пределы регулирования сварочного тока (А) при характеристике |
η |
Масса, кг |
Изготавитель |
||||
|
напряжение трехфазного тока, В |
Мощность РА при режимах |
ручной сварки: сварочный ток IS,А |
длительной работы: Напряжение US, В |
крутопадающей |
пологой |
||||||
|
ручной сварки |
длительной работы |
||||||||||
|
KG 400VC |
220/380 |
23 |
18 |
630/44 |
310/30 |
17-72 |
100-350 |
40-400 |
0,72 |
300 |
MNE1 (с прибором присоединения к сети) |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.