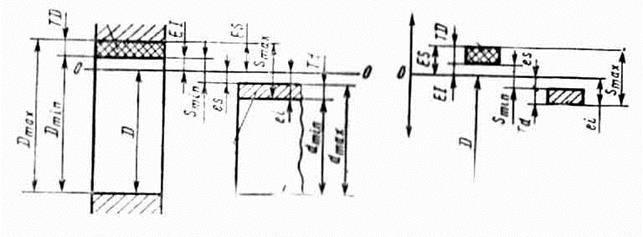
-верхнє граничне відхилення: ЕS, eS- алгебраїчна різниця між найбільшим граничним і номінальним розміром,
-нижнє граничне відхилення: Еi, еi.
Для отвору ES = Dmax - D для вала eS = dmax - D
EI = Dmin - D ei = dmin - D.
Дійсне відхилення - різниця між дійсним і номінальним розміром.
На машинобудівних кресленнях розміри проставляються у міліметрах, а так само у міліметрах позначаються відхилення без вказівки одиниць.
+ 0. 003 При рівності відхилень ставиться
50-0.013; знак ± і вказує на одне відхилення 50 ± 0.05
Відхилення, рівне "0", не ставиться 50+0.02; 50-0.02.
Відхилення в таблицях вказуються в мікрометрах, тобто 1мм = 1000мкм.
Лекція 06
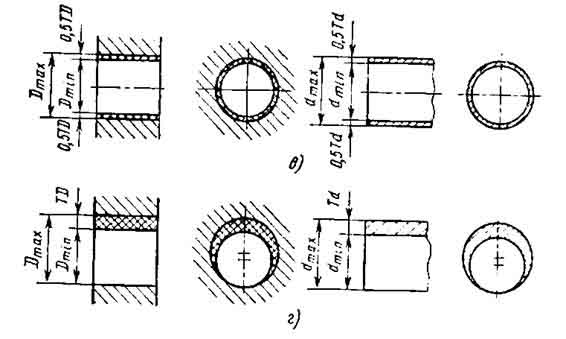
Допуск Т (від латинського Toleranse - допуск)- різниця між найбільшими і найменшими допустимими значеннями розміру. Допуск завжди додатний, він визначає допустиме поле розсіювання дійсних розмірів придатних деталей у партії, тобто задану точність виготовлення.
Для спрощення допуски можна зображувати графічно у вигляді полів допусків, додержуючись масштабу. Ось виробу завжди знизу.
Спряжені деталі – ті, що з'єднуються між собою.
Спряжені поверхні - поверхні, по яких відбувається з'єднання спряжених розмірів. Інші поверхні неспряжені, розміри неспряжені ( вільні).
Вал - термін для зовнішніх охоплюваних деталей.
Отвір - термін для внутрішніх охоплюючих деталей.
Ці терміни відносяться не тільки до циліндричних деталей (шпонка ,паз).
Посадка - характер з'єднання деталей, обумовлений величиною зазорів або натягів.
Посадки: -із зазором (забезпечений зазор у з'єднанні).
Зазор - різниця розмірів отвору і вала, якщо розмір отвору більший за вал.
Найбільший Smax= ES-ei
Найменший Smin= EI-es
Середній Sm= (Smax+ Smin)/2
Натяг - різниця розмірів вала й отвору до складання, якщо розмір вала більший отвору.
Nmax=es-EI
Nmin=ei-ES
Nm=( Nmax+ Nmin)/2
Перехідна (можливе одержання як зазору , так і натягу).
Допуск посадки - різниця між найбільшим і найменшим зазорами: TS=Smax-Smin, або найбільшим і найменшим натягами: TS=Nmax-Nmin.
Для всіх типів посадки допуск посадки чисельно дорівнює сумі допусків отвору і вала: TS(TN)=TD+Td.
Система допусків і посадок та ознаки її побудови
Система допусків і посадок - сукупність рядів допусків і посадок, закономірно побудованих на основі досвіду, експериментальних досліджень і оформлена у виді стандартів.
Система призначена для вибору мінімально необхідних, але достатніх для практики варіантів типових з'єднань деталей машин.
Раніш існувала своя, національна, система . Нині більшість країн застосовують систему ІСО.
ІСО - міжнародна організація зі стандартизації. Система ІСО створена для уніфікації національних систем з метою забезпечення міжнародних зв'язків у металообробній промисловості - можливість взаємозамінності однотипних деталей, виготовлених у різних країнах.
Для розширення міжнародних зв'язків упроваджуються системи ІСО. Система допусків і посадок ІСО й ЕСДП побудована за єдиними принципами.
Точність розмірів визначається допуском - із зменшенням допуску точність підвищується і навпаки. Проте необхідно враховувати при призначенні допуску ряд чинників.
Із збільшенням розмірів зростають технологічні труднощі обробки деталі з малими допусками, тому й оптимальні допуски при незмінних умовах обробки дещо збільшуються.
Одиниця допуску i виражає залежність допуску від номінального розміру та служить базою для визначення стандартних допусків;
для розмірів до 500 мм i=0.45 ![]() +0.
001Dm(мкм),
+0.
001Dm(мкм),
де Dm- середній діаметр інтервалу.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.