Оскільки значне зменшення допусків не економічне, застосовують селективне складання.
Посадки з натягом по середньому діаметрі передбачені тільки в системі отвору, що має більші технологічні переваги перед системою вала.
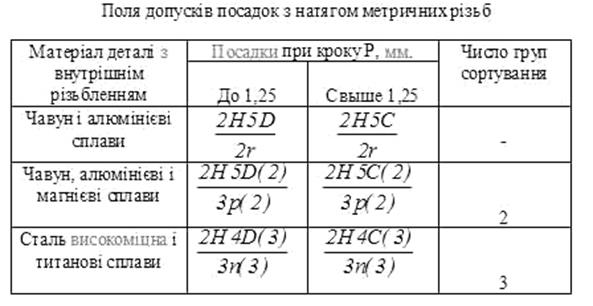 Розташування
полів допусків різьби із натягом
Розташування
полів допусків різьби із натягом
Довжини згвинчування лежать у межах (1...2) d, в іншому випадку потрібна перевірка посадки. Для усунення заклинення по зовнішньому і внутрішньому діаметрах установлені гарантовані зазори.
Приклад позначення (аналогічний посадкам із зазором):
M14*1.5-2H5C(2)/3p6C(2)
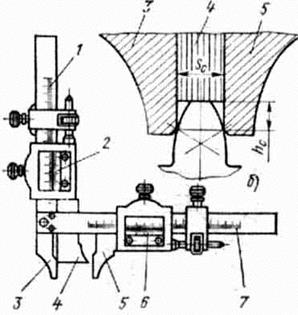
Методи і засоби виміру та
контролю циліндричних різьб
Комплексний метод - використовуючи граничні калібри, перевіряють одночасно:
- середній діаметр;
- крок;
- половини кута профілю;
- внутрішній і зовнішній діаметри.
Диференціальний метод - окремо перевіряють:
- середній діаметр;
- крок;
- половини кута профілю.
Придатність виробу визначають за зведеним середнім діаметром різьби.
Прилади для вимірювання всіх елементів різьблення - універсальні. Існують і спеціальні для вимірювання тільки окремих елементів різьби.
У виробничих умовах застосовують комплексний метод як найбільш продуктивний і економічний.
Лекція 16
Допуски на зубчасті передачі
Точність визначає працездатність передач, тому що похибки викликають додаткові динамічні навантаження.
Існуючі системи допусків обмежують похибки виготовлення з метою одержання працездатних передач. Працездатність передач з урахуванням умов їх роботи можна забезпечити, знаючи:
|
Групи зубчастих передач |
Головний показник точності |
|
Відлікові передачі |
кінематична точність (F) |
|
Високошвидкісні |
плавність роботи (f) |
|
Важконавантажені |
повнота контакту зубців |
|
Реверсивні |
обмеження бічного зазора j n |
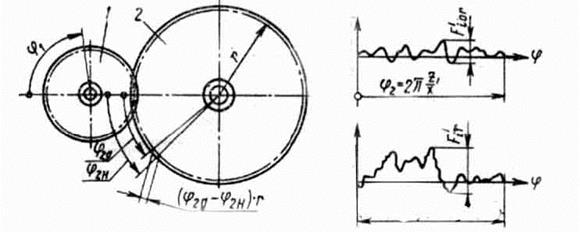
Кінематична точність
Кінематична похибка передачі - різниця між дійсним j2Д і номінальним j2Н кутами повороту веденого зубчастого колеса передачі.
j2Н=j1*Z1/Z2
j1 - кут повороту ведучого зубчастого колеса.
Цю похибку чисельно виражають у лінійних розмірах як різницю дуг ділильного кола.
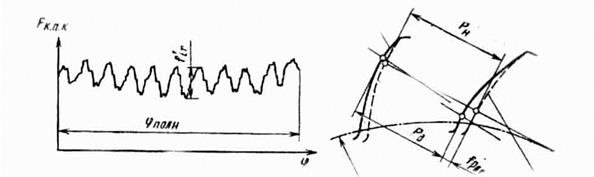
 Найбільша
кінематична похибка передачі F'ior - найбільша різниця значень
кінематичної похибки передачі за повний цикл.
Найбільша
кінематична похибка передачі F'ior - найбільша різниця значень
кінематичної похибки передачі за повний цикл.
' - однопрофільне зачеплення, контакт на однім боці профілю,
на другому - бічний зазор j;
о - відноситься до передачі;
r – дійсний.
Кінематичну похибку зубчастого колеса визначають за умови:
- приводиться в обертання еталонним колесом;
- на осі, відносно якої воно обертається в реальному механізмі.
Допуск на кінематичну похибку зубчастого колеса складається з сум допусків на накопичену похибку кроку зубчастого колеса і похибку профілю зубця ff.
Похибка профілю зубця складається з:
 - коливання вимірювальної міжосьової відстані за
оборот
- коливання вимірювальної міжосьової відстані за
оборот
зубчастого колеса F''ir;
- радіального биття зубчастого вінця Frr;
- коливання довжини загальної нормалі FVWr=W1-W2;
де W1 і W2- найбільша і найменша довжини загальної нормалі.
Для оцінювання кінематичної точності замість комплексних показників F`ir і F`ior можна використовувати окремі показники:
для 3-8 ступенів точності
- радіальне биття зубчастого вінця Frr;
- коливання довжини загальної нормалі FVWr;
для 9-12 - тільки Frr.
Плавність роботи зубчастих передач залежить від похибок, які складають частину кінематичних похибок, але багаторазово виявляються за оберт зубчастого колеса.
Плавність роботи порушується миттєвими різкими змінами кутів повороту, що викликає:
- миттєві прискорення;
- додаткові інерційні навантаження й удари.
Комплексні показники плавності роботи:
Циклічна похибка зубчастої частоти в передачі fzzor - циклічна похибка з частотою повторення, рівною частоті входу зубців у зачеплення (допуск fzzo)
Для підвищення плавності необхідно забезпечувати точний крок:
- шевінгуванням;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.