 Метод
використовується, коли точність, яка вимагається, дуже висока й економічно
недосяжна. Доцільно використовувати, коли TD=Td, тоді груповий зазор
постійний.
Метод
використовується, коли точність, яка вимагається, дуже висока й економічно
недосяжна. Доцільно використовувати, коли TD=Td, тоді груповий зазор
постійний.
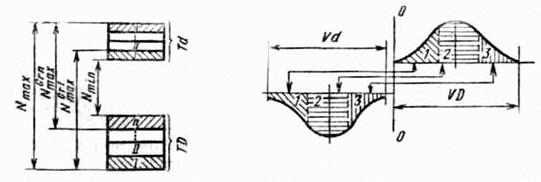
При великій кількості груп організація контролю і трудність складання зростає, nmax = 4...5, для підшипників n ³ 10. Тобто селективне складання в n раз підвищує точність складання.
Сутність - обробка складових ланок по розширених допусках, економічно прийнятних із регулюванням одного, заздалегідь обраного розміру ( компенсуючого).
Метод регулювання дає змогу досягти високої точності механізму і підтримки її під час експлуатації при розширених допусках усіх складових розмірів ланцюга. Повинна виконуватися умова:
Vk= ;
;
де -VK - можливе відхилення, яке виходить за межі допуску і підлягає компенсації;
-ТА0 - заданий допуск вихідної ланки (може дорівнювати нулю).
Недолік - зайві деталі.
Метод припасування
Припуск вихідної ланки повинний бути мінімальним для скорочення обсягу робіт. Використовується в одиничному і дрібносерійному виробництві в разі неможливості використовувати інші способи забезпечення необхідної точності.
Лекція 14
Допуски на різьби
Розрізняють різьби:
- кріпильні (метрична, дюймова) для забезпечення міцності і зберігання щільності (не розкриття) стику в процесі експлуатації;
- кінематичні (трапецієподібна, прямокутна, упорна) для забезпечення точного переміщення при найменшому терті;
- трубні (циліндричні і конічні, метричні конічні) для забезпечення герметичності з'єднань.
Головна вимога для всіх різьб - вимога згвинчуваності без підгонки окремо виготовлених різьбових деталей.
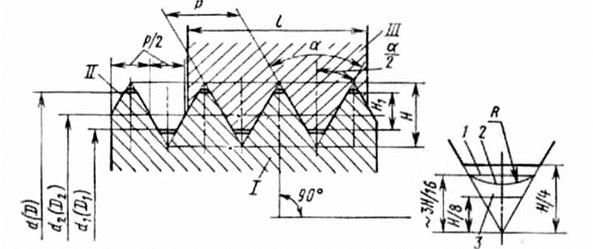
Головні параметри метричної різьби
d – зовнішній діаметр;
d1 – внутрішній діаметр;
d2 – середній діаметр;
p – крок; ph – хід;
a- кут профілю різьби;
y- кут підйому різьби;
H- висота вихідного трикутника;
ГОСТ регламентує зріз вершин різьби Н/8 - у гайці, Н/4 - у болті.
 З таким профілем:
З таким профілем:
- підвищується міцність порівняно з різьбою, яка не має зрізів;
- полегшується утворення зовнішньої різьби накочуванням,
внутрішньої- нарізуванням;
- різьба менш чутлива до забоїн та неточності виготовлення.
Впадини зовнішньої різьби можуть виконуватися:
- плоскозрізними;
- закругленими.
Форма впадин різьби болта:
I - Місце розташування реального профілю плоскозрізної різьби.
II - Зона розташування реального профілю закругленої різьби
Форма впадин різьби впливає на циклічну довговічність, найбільша - у болтів із впадиною, обкресленої радіусом R=H/4=0,216P (закруглена впадина).
Граничний контур різьби
Витки різьби утворюють номінальний різьбовий контур. Від номінального контуру, перпендикулярно осі різьби розташовують:
- униз - поля допусків різьби болта,
- уверх - поля допусків різьби гайки.
Для забезпечення згвинчуваності дійсні контури деталей, що згвинчуються, не повинні виходити за граничні контури на всій довжині згвинчування.
Відхилення кроку різьби і його діаметральна компенсація
Відхилення кроку різьби DР - різниця між дійсним і номінальним значеннями кроку одного (DР) або декількох (DРz) витків. Відхилення кроку різьби DP бувають:
- прогресивні;
- періодичні;
- місцеві (не залежать від кількості витків).
Співвідношення цих складових залежить від багатьох чинників.
Звичайно прогресивні перевищують місцеві, вони виникають у зв’язку з:
- кінематичною похибкою верстата;
- спрацюванням ходового гвинта;
- температурною і силовою деформацією та ін.
Місцеві обумовлені місцевим спрацюванням:
- неоднорідність матеріалу заготовки та ін.
1 - внутрішня різьба (номінальний),
2 - зовнішня різьба (реальний).
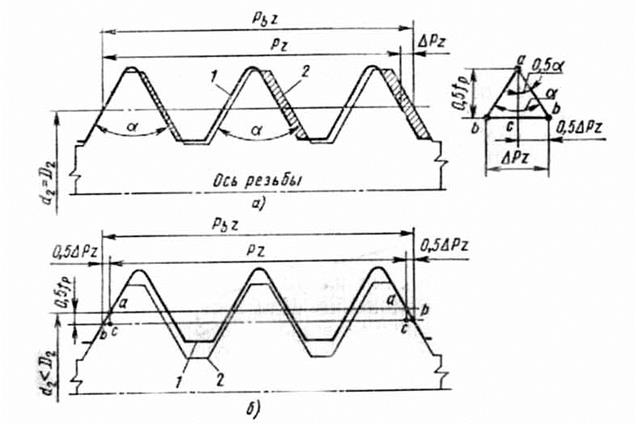
Контури 1 і 2 не можливо згвинтити, тому що довжини згвинчування Рz та Pzp нерівні й контури різьби перекривають один одного.
Оскільки одержати різьбу з абсолютно точним кроком не можливо, необхідно якимось способом компенсувати допустиме відхилення.
Для цього перемістимо контур 2 убік зменшення середнього діаметра до зіткнення крайніх сторін профілів.
fp=D![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.