Міцність залежить від натягу, який приймають відповідно до вибраної посадки. Контактний тиск по довжині втулки розподілений нерівномірно. Спостерігається концентрація тиску біля країв отвору, яка викликана витисканням стиснутого металу від середини в сторони.
Для запобігання концентрації посадочну частину
вала виконують коротшою маточиною.
Розрахунок на міцність оснований на припущенні, що контактний тиск розповсюджується рівномірно по поверхні контакту.
Взаємна нерухомість забезпечується дотримуванням наступних умов:
-при навантаженні осьовою силою: Fтр = fF, kF = fpdlp, звідки тиск на посадочній поверхні p = kF/fpdl;
- при навантаженні обертовим моментом: kM = fpdlp*d/2,
звідки p = 2kM/fpd2l.
При одночасному навантаженні силою F і моментом М , момент представляємо силою, тобто:
 fpdlp, звідки р=
fpdlp, звідки р=![]()
 ;
;
де р - середній контактний тиск;
k =2...4 – коефіцієнт запасу зчеплення деталей;
f- коефіцієнт тертя, f= 0,07 при складанні запресовкою.
Розрахунковий натяг Nр, що пов’язаний з контактним тиском р, визначаємо за залежністю Ляме, вивід якої приведений для розрахунку товстостінних порожнистих посудин:
Np = pd(C1/E1+C2/E2)
д е С1 і С2 - коефіцієнти податливості;
 ;
;  ;
;
Із підстановки видно, чим більше розрізняються розміри d1/d тим менше С1, тим вище жорсткість, тим менше натяг.
Сталь Чавун Бронза
Е1 і Е2 - модуль пружності 2.0*105 1.1*105 0.98*105
m1 і m2 - коефіцієнт Пуансона 0.3 0.25 0.35
Е - характеризує опір матеріалу пружній деформації;
Е=напруження /пружна відносна деформація;
m- характеризує пружні властивості матеріалу;
m = поперечна деформація /повздовжня ( в області закону Гука).
При складанні з’єднання запресовкою мікронерівності частково зрізуються. Для компенсації в розрахунок уносять поправку u на обминання мікронерівностей:
u = 5,5(Rа1+Rа2)
Кращі значення Rа: 3,2 ;1,6; 0,8; 0,4 мкм;
Якщо з’єднання працює при температурі, яка відрізняється від температури при складанні, то може виникнути ослаблення. Щоб цього не виникло, вносять поправку на температурну деформацію:
маточина вал
Dt = d (t2 - 20) a2 - (t1 - 20) a1;
t1,t2 - температури деталей під час роботи, 0С
a1, a2 - температурні коефіцієнти розширення деталей
Сталь Чавун Бронза
a 12*10-6 10*10-6 19*10-6 0С-1
З урахуванням вищесказаного Ng = Np+u+Dt;
За значенням Ng підбирають відповідну стандартну посадку. У ній найменший натяг повинен бути рівний Ng або близький до нього: Nmin=ei-ES
Приклади використання посадок з натягом:
Н7/р6 - тонкостінні, невеликі навантаження;
Н7/6 - опора з основою;
Н7/и7 - маточини коліс, втулок, підшипників;
Н8/и7 - найбільші.
На практиці можливі випадки, коли вибрана посадка утворює натяг, значно більший за потрібний, що викликає руйнування або надмірні пластичні деформації деталей з’єднання. Тому вал і маточину необхідно перевіряти на міцність. Більш навантаженою є маточина.
Максимальний контактний тиск визначається за формулою: [p]max=0.5sT[1-(d/d2)2 ;
знаючи [р] і підставивши у формулу Nр, визначимо [N]max,
тобто [N]max = [p]max*d(C1/E1+C2/E2);
Для виборної посадки можна визначити силу запресовки:
Fn = fndlpmax .
При складанні з’єднання з використанням температурного деформування визначимо:
температуру нагріву охоплюючої деталі: 0С
t = 20+((Nmax+Zск)/da); відповідно для вала - знак “ - ”
( a=12*10-6 град-1)
Zск - мінімально необхідний зазор складання, забезпечуючий складання, Zск=10...15 мкм.
Температура нагріву повинна бути такою, щоб не відбувалося структурних змін у матеріалі, тобто нижче температури низького відпуску
Сталь Бронза
[t] = 230-2400С; 150-2000С
Нагрівають водою (1000С), маслом (1300С), СВЧ
Охолоджують сухим льодом - 790С, рідким повітрям -1900С.
Охолодження обмежене через можливість корозії інеєм.
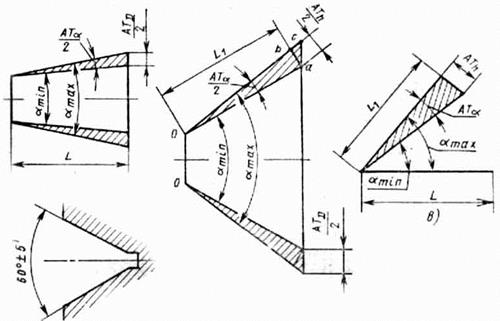
Лекція 27
Допуски на кутові розміри. Конічні з’еднання
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.