Відхилення кута профілю різьби і його діаметральна компенсація.
Сполучимо номінальний профіль 1 з реальним профілем 2, що має відхилення кута профілю.
Заштриховані ділянки показують, що профілі 1 і 2 перекриваються і при рівності d2=D2 згвинтити не можна.
Для компенсації відхилення зсунемо реальний профіль 2 убік зменшення середнього діаметра гвинта d2, при якому зникне перекриття профілів, але збережеться їх контакт.
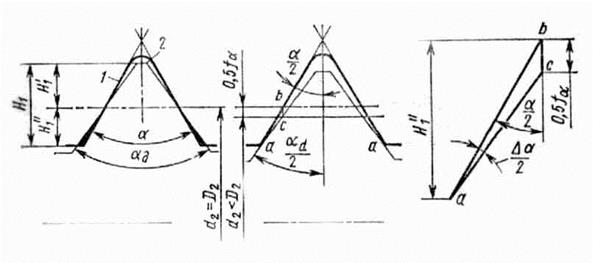 Таким чином, формула компенсації відхилення
половини кута профілю різьби дорівнює: fa=
Таким чином, формула компенсації відхилення
половини кута профілю різьби дорівнює: fa=![]() .
.
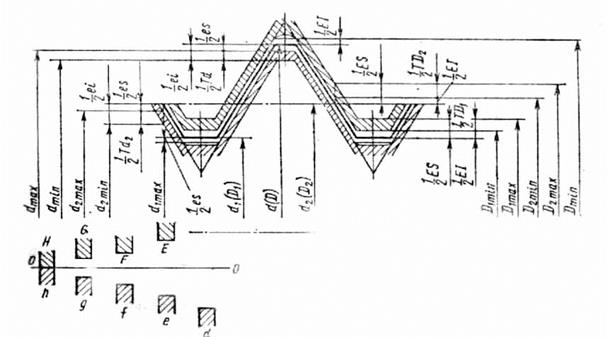
Відхилення середнього діаметра різьби
Середній діаметр різьби умовно заміняємо гладким циліндром того ж діаметра. Ясно, що неминучі відхилення, на які треба встановлювати допуск.
Зведений середній діаметр різьби
Згвинчуваність забезпечується, якщо різниця реальних середніх діаметрів різьблень болта і гайки не менше від сум діаметральних компенсацій кроку й половини кута профілю обох деталей.
Для спрощення контролю різьб уведене поняття зведеного середнього діаметра різьби, що враховує вплив на згвинчуваність розмірів d2(D2), ¦p і ¦a.
d2зв= d2p+¦p+¦a; D2зв = d2p-¦p-¦a
Зведений середній діаметр - значення виміряного (дійсного) середнього діаметра різьби, збільшеного для зовнішньої або зменшеного для внутрішньої різьби на сумарну діаметральну компенсацію відхилень кроку і кута профілю.
Лекція 15
Система допусків і посадок метричних різьб
Різьбові поверхні контактують по бічних сторонах профілю, тому що можливість контакту по вершинах і упадинах виключена.
Існують посадки: - із зазором;
- з натягом;
- перехідні.
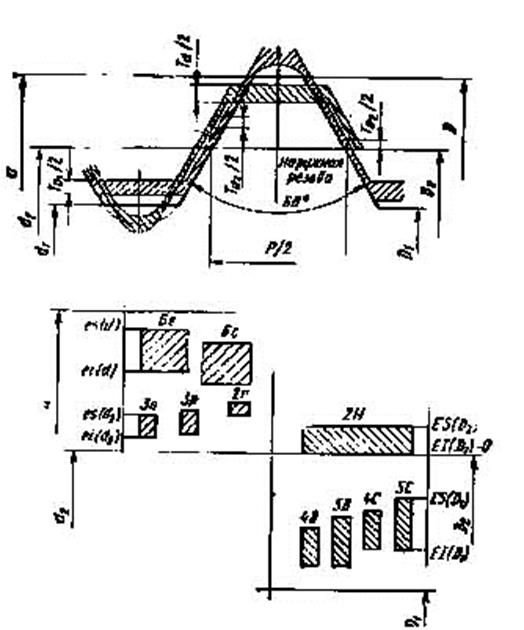
Характер з'єднання визначається не тільки значенням дійсних значень середніх діаметрів, але і відхиленням кроку та половини кута профілю різьби, тому зазор або натяг – це різниця дійсних зведених діаметрів.
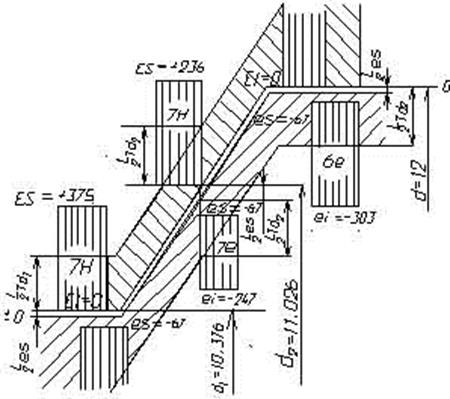
Посадки з зазором
Для утворення посадок ГОСТ 16093-81 передбачено 5 головних відхилень для зовнішньої, 4 головних відхилення для внутрішньої різьб, E, F - головні відхилення при значних товщинах захисних покриттів.
 При сполученні головних відхилень H/h
утворюються посадки з найменшим зазором, рівним нулю.
При сполученні головних відхилень H/h
утворюються посадки з найменшим зазором, рівним нулю.
Всі інші утворюють посадки з гарантованим зазором.
Головні відхилення визначають тільки:
- верхні відхилення для зовнішньої різьби;
- нижні відхилення для внутрішньої різьби.
Друге граничне відхилення визначають за прийнятим ступенем точності різьби, отже, сполучення головного відхилення з прийнятим ступенем точності утворює поле допуску різьби.
Довжина згвинчування
 Установлено три групи довжин згвинчування:
Установлено три групи довжин згвинчування:
S – короткі;
N - нормальні від 2,24![]() до 6,7
до 6,7![]() ;
;
L – довгі.
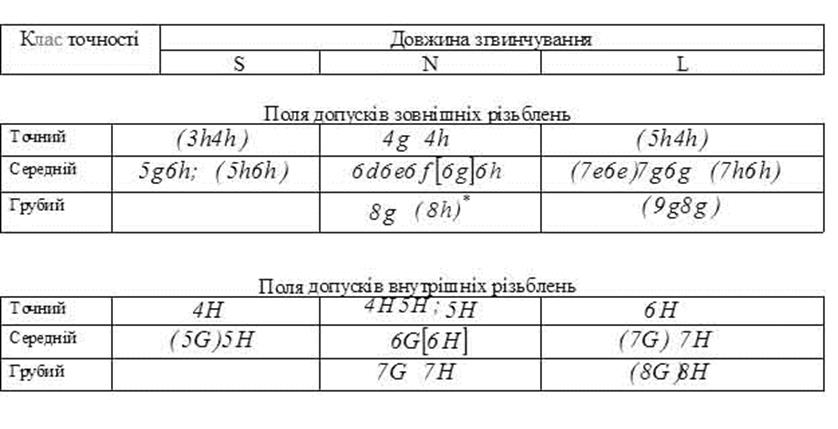
Клас точності різьби
Установлено три класи точності:
- точний - для відповідальних, статично навантажених зовнішніх різьбових з'єднань;
- середній - загального застосування;
- грубий - для нарізування на гарячокатаних заготовках.
При тому самому класі точності допуск середнього діаметра збільшується зі збільшенням довжини згвинчування на одну одиницю.
 Така система дозволяє вибрати точність
різьби залежно від конструктивних і технологічних вимог.
Така система дозволяє вибрати точність
різьби залежно від конструктивних і технологічних вимог.
Позначення посадок
Позначення поля допуску різьби:
7g6g
поле допуску поле допуску
середнього діаметра діаметра виступів
Якщо вони збігаються, то позначають один раз.
Якщо довжина згвинчування відрізняється від нормальної, її вказують у позначенні різьби: М12*1 LH-6h-R-30
Посадки різьбових з'єднань позначають дробом: М12-6Н/6g/
Посадки з натягом
 Повинні забезпечувати нерухомість зібраних
деталей. Натяги забезпечуються спряженими бічними сторонами профілю. Різьбові
з'єднання з натягами потребують обмеження
Повинні забезпечувати нерухомість зібраних
деталей. Натяги забезпечуються спряженими бічними сторонами профілю. Різьбові
з'єднання з натягами потребують обмеження
допусків по діаметрах d2, D2, в іншому випадку виникають напруження, що призводять до скручування (поломки) і зриву різьби. Тому допуск на середній діаметр виконується за другим та третім ступенем точності.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.