З'ясуємо характер розсіювання вказаних розмірів: Хср=Sхі/n; Хср=3; Х-Хі -1 -1 0 +2
-2 -1 +1 +2
Здавалося б, для характеристики середнього розміру відхилень достатньо обчислити середнє арифметичне, але це здійснити неможливо тому, що сума відхилень дорівнює нулю.
Становить інтерес зведення в квадрат відхилень середнього значення і обчислення середнього квадратичного:
1 1 0 4 6/4=1.5
4 1 1 4 10/4=2.5
Як виявилося, сума відхилень тим більша, чим більше відхилення.
Отриманий середній квадрат відхилень від середньої арифметичної називається оцінкою дисперсії D. Добуваючи квадратний корінь, одержуємо показник варіювання, який називається середнім квадратичним:
 .
.
 n-1 - ступінь свободи, тому що кожне з
відхилень визначається сумою інших, але узятих з оберненим знаком.
n-1 - ступінь свободи, тому що кожне з
відхилень визначається сумою інших, але узятих з оберненим знаком.
 Середнє
квадратичне відхилення завжди позитивне і вимірюється в тих же одиницях, що і
Х, але на порядок точніше.
Середнє
квадратичне відхилення завжди позитивне і вимірюється в тих же одиницях, що і
Х, але на порядок точніше.
Як не важко помітити, розмір S залежить від ступеня розкиду параметрів.
Похибка середньої арифметичної
Середнє квадратичне відхилення для розподілу середніх арифметичних величин Хср визначається залежністю:
![]()
![]() ; σ = 1,41/2=0,71;
; σ = 1,41/2=0,71;
σ = 1,83/2=0,91.
Прийнято записувати значення середньої арифметичної разом із її похибкою X: S1 = 3±3*0.71; S2 =3±3*0.91.
Лекція 04
Розподіл Стьюдента
Розподіл був досліджений у 1908 р. Госсетом і одержав назву Стьюдента.
Площа під кривою не постійна, а залежить від об’єму вибірки, при n=¥ він збігається з нормальним.
Стосовно до нашого випадку:
Задавшись рівнем значимості 0.005 (що відповідає. 99.5% придатних або довірчому інтервалу ±2,816s) за таблицею значення критерію t (розп. Стьюдента) при числі ступеня свободи 3 (4-1=3), t=7,5 можна записати: X±t*Sх=3±7,5*0.71, тобто похибка розширюється.
Статистичні мтоди керування якістю продукції
Керування здійснюється шляхом попереджувального вибіркового контролю виготовленої продукції з метою забезпечення необхідної якості і попередження браку.
У випадку виходу контрольованого розміру за межі регулювання, у процесі заповнення контрольних карт здійснюється коригування цього процесу.
Перевага статистичного методу контролю перед суцільним - бракований виріб тільки готується до випуску і на нього ще не затрачені матеріальні засоби і час.
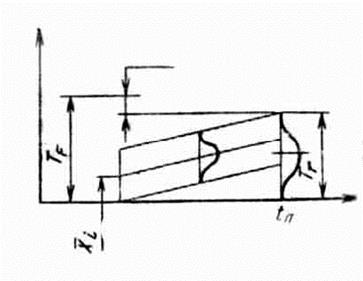 Технологічним називають допуск,
значення якого визначають з урахуванням економічно досяжної точності
виготовлення при обраному технологічному процесі.
Технологічним називають допуск,
значення якого визначають з урахуванням економічно досяжної точності
виготовлення при обраному технологічному процесі.
Доцільно створювати технологічний запас точності, який можна характеризувати коефіцієнтом:
КТЗ = Т Ф/Т Т.
Технологічний запас точності - позитивна різниця між функціональним Тф і технологічним Тт допуском.
Таким чином, обробивши результат обмірювання партії деталей, можна зробити висновок у випадку перевищення значення допуску над заданим:
- збільшити заданий допуск,
- застосувати більш точний процес.
У процесі виробництва можна управляти якістю за допомогою контрольних карт, але це можливо тільки в серійному і масовому виробництвах.
Впровадження статистичного керування дозволяє:
-скоротити втрати від браку;
-підвищити точність і довговічність виробу;
-більш раціонально використовувати матеріали.
Взаємозамінність і її види
Взаємозамінність - властивість рівноцінно заміняти будь-які із великої кількості екземплярів виробів однотипним екземпляром.
Найчастіше використовують повну взаємозамінність - вона забезпечує можливість безприпасувального складання будь-яких незалежно виготовлених виробів. Вона можлива тільки тоді, коли розмір, форма, механічні й ін. характеристики деталі після виготовлення знаходяться в заданих межах.
Вимоги точності - найважливіша вихідна умова забезпечення взаємозамінності.
Взаємозамінними можуть бути: деталі(запасні частини); складальні одиниці;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.