![]() ;
;
![]() ;
;
3. Определяется предел интегрирования Z по формуле (2.3):
![]()
4. По значению Z определяется функция Ф(Z) из приложения 4:
Ф(Z=2,5)=0,4938.
5. Рассчитывается вероятность и процент зазоров в соединении:
р(S)=0,5+Ф(Z)=0,5+0,4938=0,9938 – вероятность зазоров;
Р(S)=р(S)∙100%=0,9938∙100%=99,38% - процент зазоров.
6. Определяется вероятность и процент натягов:
р(N)=0,5-Ф(Z)=0,5-0,4938=0,0062 – вероятность натягов;
Р(N)=р(N)∙100%=0,0062∙100%=0,62% - процент натягов;
или Р(N)=100-99,38=0,62%.
7. Определяем значения вероятностных максимальных зазора и натяга:
![]() ;
;
![]() .
.
8. На чертеже редуктора (рис.7) обозначаем посадку зубчатого колеса на валу. В графической части строим схему расположения полей допусков деталей соединения (рис. 8) и кривую нормального распределения для расчёта вероятности посадки (рис. 9).
3.3 Задача №3. Расчёт и выбор посадок с натягом.
1. Для соединения, подверженного действию осевой силы и крутящего момента, рассчитать и выбрать посадку, обеспечивающую относительную неподвижность деталей при сборке.
2. Выполнить схему расположения полей допусков и чертежи соединения и деталей в соответствии с ЕСКД, с простановкой буквенных обозначений и числовых величин предельных отклонений размеров, параметров шероховатости и входных фасок.
Исходные данные.
Соединением с натягом является сопряжение ступицы 4 и венца 5 червячного колеса узла редуктора (см. рис.1) по диаметру. Варианты исходных данных приведены в таблице 3.
Условия, одинаковые для всех вариантов заданий.
Шероховатость поверхностей:
ступицы (вала) – Rad=0.8…3.2 мкм;
венца (отверстия) – RaD=0.8…3.2 мкм.
Температура:
сборки – tсб=20ºС;
рабочая – tр=50ºС.
Сборка механическая, без смазки, под прессом.
3.3.1. Рекомендации по решению задачи №3.
Расчёт ведётся по методике, приведённой в [2], с 333-339, согласно схеме на рис. 10. Посадки с натягом предназначены для получения неподвижных неразъёмных соединений без дополнительного крепления деталей винтами, шпонками, штифтами и т.п.
Относительная
неподвижность деталей обеспечивается за счёт сил сцепления (трения), возникающих
на контактирующих поверхностях вследствие их деформации, создаваемой при сборке
соединения. Однако при этом максимальное напряжение, возникающее в материалах
деталей, не должно превышать допустимого значения, что ограничено прочностью
деталей. 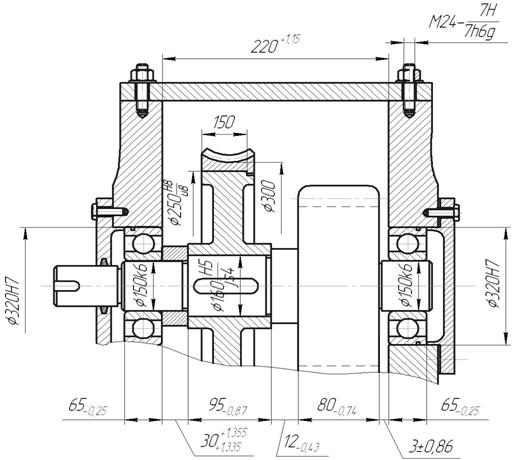
Рисунок 7 - Чертежи узла редуктора с обозначением параметров, определенных при решении курсовой работы
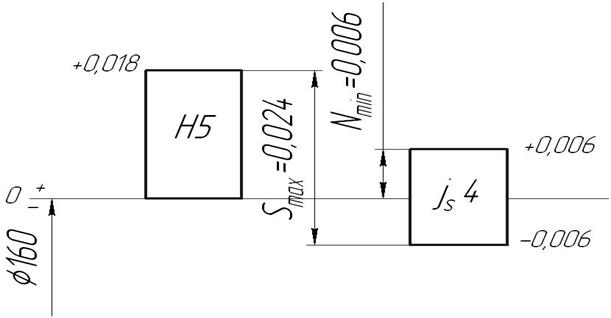
Рисунок 8 Схема расположения полей допусков соединения с переходной посадкой
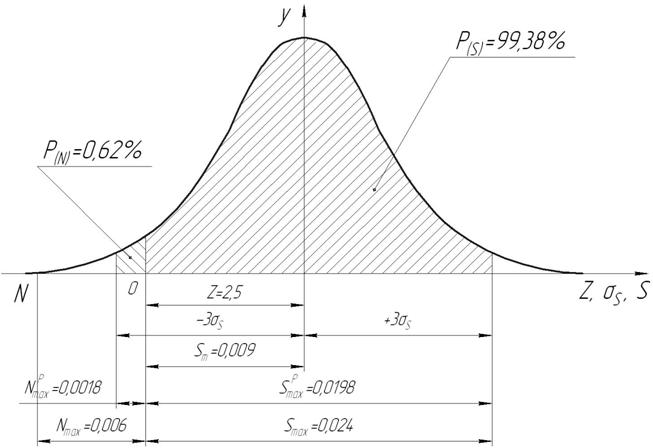
Рисунок 9 - Кривая нормального распределения для определения вероятности зазоров и
натягов посадки червячного зубчатого колеса на вал
Таблица 3 - Данные для решения задачи № 3
|
№ варианта |
Номинальный диаметр соединения |
Диаметр отверстия ступицы |
Наружный диаметр венца, |
Длина соединения ,мм |
Осевое усилие |
Крутящий момент |
Материал |
|
|
Ступицы |
Венца |
|||||||
|
1 |
100 |
50 |
130 |
30 |
6 |
520 |
Сталь45 |
Латунь ЛЦ 38 МЦ2С2 |
|
2 |
90 |
65 |
125 |
50 |
4 |
350 |
||
|
3 |
170 |
80 |
210 |
40 |
4 |
830 |
||
|
4 |
140 |
95 |
225 |
60 |
2 |
980 |
||
|
5 |
180 |
110 |
225 |
60 |
5 |
530 |
||
|
6 |
90 |
55 |
150 |
25 |
4 |
1100 |
Сталь 30 |
Чугун СЧ 30 |
|
7 |
160 |
70 |
190 |
40 |
8 |
670 |
||
|
8 |
140 |
85 |
170 |
45 |
5 |
780 |
||
|
9 |
155 |
100 |
195 |
50 |
3 |
1200 |
||
|
10 |
210 |
130 |
260 |
70 |
4 |
840 |
||
|
11 |
70 |
40 |
100 |
35 |
2 |
320 |
Сталь 50 |
Бронза Бр. АЖН10 4 - 4 |
|
12 |
145 |
60 |
185 |
40 |
6 |
310 |
||
|
13 |
215 |
75 |
280 |
60 |
10 |
960 |
||
|
14 |
190 |
90 |
245 |
35 |
3 |
730 |
||
|
15 |
230 |
120 |
290 |
55 |
5 |
1300 |
||
|
16 |
150 |
50 |
200 |
40 |
6 |
290 |
Сталь 35 |
Латунь ЛЦ 23 А6 ЖЗ Мn 2 |
|
17 |
140 |
65 |
210 |
40 |
1 |
820 |
||
|
18 |
130 |
80 |
190 |
50 |
12 |
540 |
||
|
19 |
200 |
95 |
250 |
65 |
4 |
1500 |
||
|
20 |
150 |
110 |
195 |
65 |
6 |
930 |
||
|
21 |
120 |
55 |
180 |
30 |
7 |
450 |
Сталь 40 |
Чугун СЧ 30 |
|
22 |
100 |
85 |
180 |
35 |
4 |
1200 |
||
|
23 |
100 |
85 |
240 |
45 |
5 |
670 |
||
|
24 |
220 |
100 |
280 |
60 |
15 |
520 |
||
|
25 |
250 |
130 |
300 |
70 |
8 |
1800 |
||
|
26 |
155 |
40 |
215 |
25 |
6 |
420 |
Сталь 50 |
Бронза Бр. ОЦС5 - 5 |
|
27 |
180 |
60 |
250 |
30 |
9 |
750 |
||
|
28 |
125 |
75 |
190 |
40 |
7 |
350 |
||
|
29 |
230 |
75 |
190 |
40 |
4 |
2000 |
||
|
30 |
185 |
120 |
240 |
45 |
20 |
680 |
||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.