6.2.1 Опытно-статический метод
При этом методе припуск устанавливается по стандартам и таблицам, которые составлены на основе систематизации производственных данных предприятий.
Припуски на механообработку поковок и отливок приведены в ГОСТ 7505-74; ГОСТ 7062-79; ГОСТ 7829-70; ГОСТ 26645-85.
В этих ГОСТах припуски даны в зависимости от массы и габаритных размеров деталей, их конструктивных форм, заданной точности и шероховатости обрабатываемых поверхностей.
Существенный недостаток метода: припуски назначается независимо от техпроцесса обработки детали. Как правило эти припуски завышены, т.к. рассчитаны на неблагоприятные условия обработки, при которых припуск завышается во избежание брака. Отмеченный недостаток приводит к увеличению расхода материала и трудоемкости изготовления заготовок.
6.2.2 Расчетно-аналитический метод
Разработан профессором Кованом В.М., профессором Соколовским А.П., инженером Плоткиным И. Б. Этот метод широкого практического применения не получил по причине его сложности.
Метод профессора Кована, заключается в установлении общей величины припуска путем расчета по его составным элементам с использованием при этом различных коэффициентов, принятых на основании опыта.
Величина минимального промежуточного припуска на выполняемом переходе определяется по формулам:
- для асимметричных припусков: при последовательной обработке противоположных плоских поверхностей
![]()
- для симметричных припусков: при параллельной обработке противолежащих плоских поверхностей
![]()
- для симметричного припуска при обработке наружных и внутренних поверхностей вращения:
![]()
где Zi. min — минимальный припуск на выполняемый переход (на сторону);
Rz(i-1) высота микро неровностей, сформированная на предшествующем переходе;
h(i-1) – глубина дефектного поверхностного слоя, сформированная на предшествующем переходе;
𝛥Σ(i-1) суммарное значение пространственных отклонений (кривизна, коробление и т. д.), сформированных на предшествующем переходе;
𝛥yi погрешность установки, возникающая на выполняемом переходе.
Коэффициент Z в формуле обозначает, что припуск принят на обе стороны или диаметр.
Расчет минимальных промежуточных припусков на обработку производят для определения расчетных размеров обрабатываемой поверхности по всем технологическим переходам от готовой детали до исходной заготовки.
Расчетные формулы для этой цели определяют из зависимостей (1.1) - (1.4):
Для наружных поверхностей

Для внутренних поверхностей
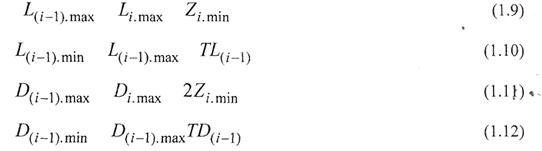
Имея расчетные формулы (1.5)…(1.12) и заданные чертежом предельные размеры поверхности, можно определить предельные размеры по всем технологическим переходам при обработке этой поверхности, включая размеры исходной заготовки.
6.3 Вопросы для самостоятельной работы и самопроверки
1.Что называют припуском на обработку?
2.Какие методы используются для определения припуска?
З.В чем заключается сущность расчетно-аналитического метода определения припусков на обработку?
4.По каким общим формулам определяют минимальный припуск на обработку?
5. Какие способы получения заготовок позволяют снизить объем обработки резанием?
Литература: [1],[2],[3],[4],[5],[6],[7],[8],[11]
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.