Величина обратная жёсткости называется податливостью упругой системы.

Величину деформации определяют по формуле:
3.2.3 Погрешности геометрической формы от действия сил резания
Основная причина возникновения таких погрешностей недостаточная жёсткость заготовок.
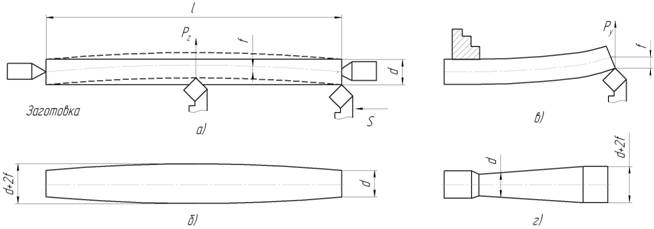
Рис. 3 Погрешность геометрической формы
При обработке вала, установленного в центрах токарного станка, под действием радиальной составляющей силы резания возникает деформация вала, имеющая наибольшее значение в его середине.
Таким образом, съём металла будет большим к центрам и меньшим к середине вала, то есть в сечении, обладающем наименьшей жёсткостью.
При обработке валов с закреплением их в патроне под действием силы резания также возникает погрешность геометрической формы, так как жёсткость заготовки увеличивается по мере приближения резца к патрону.
Допустимая погрешность геометрической формы вала не должна превышать величину допуска на диаметр.
Для уменьшения влияния сил резания на погрешности геометрической формы обрабатываемой детали необходимо:
1) разделить операции обработки на предварительную и окончательную; окончательную обработку производить на более точном оборудовании;
2) подбирать геометрическую форму режущего инструмента, обеспечивающую благоприятное распределение сил резания.
3.2.4 Погрешности от размерного износа режущего инструмента и приспособления
Размеры деталей при механообработке могут изменяться по причине затупления режущей кромки инструмента.
Затупление режущей кромки вызывает увеличение радиальной составляющей силы резания, что ведёт к увеличению деформаций всей упругой технологической системы.
 Износ
инструмента характеризуется удельным износом Ко за время пути
резания в 1000 метров.
Износ
инструмента характеризуется удельным износом Ко за время пути
резания в 1000 метров.
Путь резания L (м), при точении : , где D - диаметр обрабатываемой поверхности, мм; l - длина обрабатываемой поверхности, мм; S - подача, мм/об.
Путь резания LN для партии заготовок N равен: LN = L · N.
![]() Путь
для приработки режущей кромки выбирается 1000 метров. Тогда полная длина пути
резания для партии деталей равна: ΣL=LN+1000
м. Принимая по нормам [СТМ, 1972, т.1, табл. 46] величину Ко удельного размерного износа резца определяем суммарный износ:
Путь
для приработки режущей кромки выбирается 1000 метров. Тогда полная длина пути
резания для партии деталей равна: ΣL=LN+1000
м. Принимая по нормам [СТМ, 1972, т.1, табл. 46] величину Ко удельного размерного износа резца определяем суммарный износ:
На точность обработки деталей также влияет погрешность приспособления, которая возникает в результате износа его установочных элементов и элементов для направления режущего инструмента.
Характеристика износа установочных элементов служит износостойкость Еп, под которой понимают количество установок N, вызывающих износ детали приспособления на один микрометр, то есть
![]()
где К - износ детали за N установок.
3.2.5. Погрешности установки и базирования заготовок
Кроме указанных ранее погрешностей базирования, порождаемых несовпадением технологической, конструкторской и измерительной баз, могут возникать смещения или деформации заготовки под действием сил зажима. В этом случае большое значение имеет правильный выбор опорных поверхностей, точек приложения сил зажима и жёсткости приспособления.
3.2.6. Погрешности от сил зажима
При закреплении заготовок на станке под действием сил зажима происходит деформация, как самой детали, так и поверхностного слоя металла. Особо большое значение это имеет при закреплении деталей сложной формы, тонкостенных втулок, длинных валов и т.д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.