ЛЕКЦИЯ № 6 (2 часа)
6 Припуски на обработку заготовок
6.1 Основные понятия
При проектировании технологических процессов механообработки заготовок необходимо установить оптимальные припуски, которые обеспечили заданную точность и качество обрабатываемых поверхностей.
Припуски подразделяются операционные и промежуточные.
Операционный припуск - это припуск, удаляемый при выполнении одной технологической операции.
Промежуточный припуск - это припуск, удаляемый при выполнении одного технологического перехода.
Технологическая операция - это законченная часть процесса, выполняемая на одном рабочем месте.
Технологический переход – это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Общий припуск, который удаляют в процессе механообработки поверхности для получения ее чертежных размеров, определяется разностью размеров исходной заготовки и детали.
На припуск устанавливают допуск, который является разностью между наибольшим и наименьшим значениями припуска.
Значения припусков и допусков определяют промежуточные (операционные) размеры.
Установление оптимальных припусков играет важную роль при разработке техпроцессов изготовления деталей. Увеличение припусков приводит к повышению расходу материалов и энергии, введению дополнительных технологических переходов, а иногда и операций. Все это увеличивает трудоемкость и повышает себестоимость изготовления деталей. Уменьшенные припуски не дают возможности удалять дефективные поверхностные слои материала и достигать заданной точности и шероховатости поверхностей.
В ряде случаев уменьшенные припуски приводят к условиям, недопустимым для работы режущего инструмента, так как может быть оставлена зона с твердой литейной коркой или окалиной. В результате уменьшенные припуски приводят к браку.
Значение допуска на припуск оказывает существенное влияние на выполнение технологической операции. С уменьшением допуска возрастает трудоемкость обработки. Большие допуски усложняют выполнение технологических операций на предварительно настроенных станках (методом автоматического получения размеров), снижают точность обработки и затрудняют использование приспособлений.
Рассмотрим различные схемы расположения припусков. При этом принятые обозначения следующие:
Zi – припуск на выполняемом технологическом переходе – промежуточный припуск;
Li, Di, di – размеры, полученные на выполняемом переходе;
Li-1, Di-1, di-1 – размеры, полученные на предшествующем переходе.
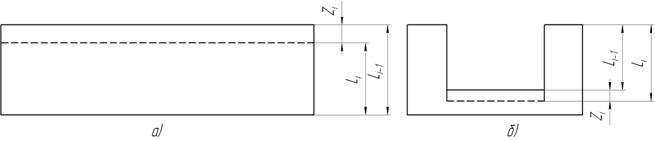
Рис. 6.1 Припуск на обработку наружных (а) и внутренних (б) поверхностей*
(схема 1)
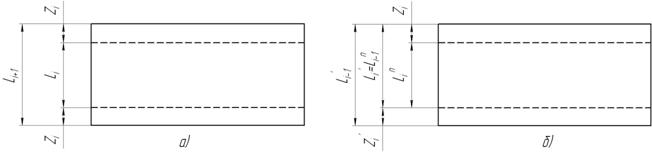
Рис. 6.2 Припуск на обработку противоположных поверхностей
(схема 2)
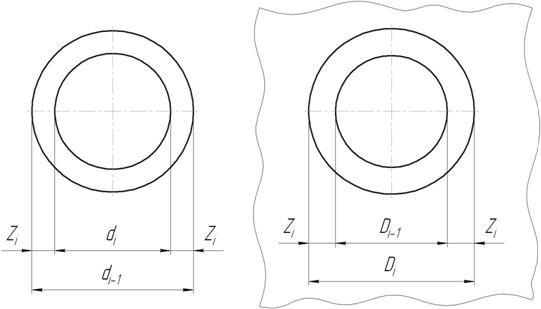
Рис. 6.3 Симметричные припуски на обработку поверхностей
(схема 3)
где n - число технологических переходов; Zi припуск на соответствующем переходе.
Припуски на обработку могут быть симметричными асимметричными.
Симметричные припуски имеют место при обработке наружных и внутренних цилиндрических и конических поверхностей вращения, а также при одновременной обработке противолежащих поверхностей с одинаковыми пропусками (см. схемы 2 а и 3); из этих схем можно определить припуск:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.