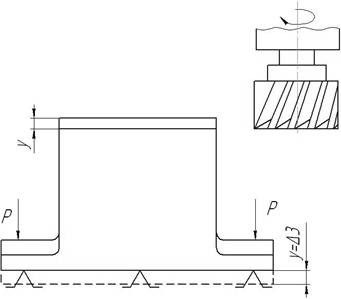
Рис. 2.4 Деформация в результате действия сил зажима
В результате действия сил зажима происходит деформирование в стыке «технологическая база - приспособление». Деформация У определяется по формуле:
![]()
где С - коэффициент зависящий от качества обработанных поверхностей, марки материала; Q - сила, приходящаяся на опору приспособления; т - показатель
степени т = 0,3... 0,5.
Таким образом, при изменении силы зажима изменяется величина деформации, что приводит к погрешности закрепления.
Пути уменьшения погрешности закрепления заготовки:
1) стабилизация сил зажима (использование пневматических, гидравлических и других устройств);
2) повышения качества контактирующих поверхностей.
Также погрешности базирования возникают при несовпадении измерительной и технологической баз.
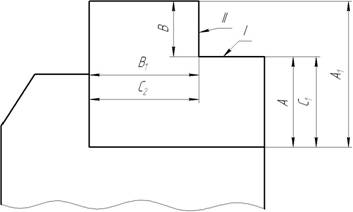
Рис. 2.5 Погрешность от несовпадения баз
Погрешности базирования определяются разностью расстояний от измерительной базы до установленного на размер инструмента. Рассмотрим примеры. При фрезеровании уступа инструмент настраивается на размеры С1 и С2. Погрешности базирования будут отсутствовать при обработке поверхностей I и II в размеры А и Б (измерительные и технологические базы совпадают.
Если
поверхность I обрабатывать в размер Б, то возникает погрешность
базирования, равная допуску на размер Г. 
Рис. 2.6 Погрешность базирования
В случае базирования цилиндрической заготовки при фрезеровании лыски в размеры h1 и h2 погрешности базирования определяются по формулам:
![]()
где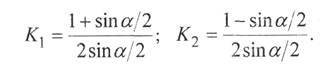
Погрешности приспособления определяются геометрическими погрешностями приспособления, износом рабочих поверхностей, неправильной установкой его на станке.
Для практических целей общая погрешность установки определяется суммированием случайных величин по формуле:
![]()
2.6 Вопросы для самостоятельной работы и самопроверки
Что называют базированием?
В чем заключается правило шести точек в технологии машиностроения?
Что называют схемой базирования?
Какие виды баз установлены по ГОСТ 21495 - 76?
Чем руководствуется проектировщик при выборе технологических баз?
В чем заключаются принципы совмещения баз и постоянства баз?
Как определяют погрешности установки?
Литература: [1],[2],[3],[4],[5],[6],[7],[8]
ЛЕКЦИЯ № 3 (4 часа)
3 Точность обработки
3.1 Общие положения
Важнейшие показатели качества машин в значительной степени определяются точностью их изготовления.
Под точностью обработки понимается соответствие формы, размеров и положения обработанной поверхности требованиям чертежа.
По ряду причин при любых методах обработки полученное значение параметра отличается от заданного. Разность этих значений называется погрешностью.
Классификация погрешностей обработки представляется в следующем виде:
1) 𝛥d – погрешность размера;
2) 𝛥p – погрешность расположения поверхностей;
3) 𝛥ф – погрешность формы поверхности;
4) 𝛥в – волнистость поверхности;
5) 𝛥ш – шероховатость поверхности.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.